

Тема 4. Направляющие элементы.
Они предназначены для направления инструмента по заданному пути с целью уменьшения отжима или увода инструмента и для определения положения инструмента относительно базовых поверхностей приспособления.
Все направляющие элементы делятся на 3 группы:
1. Направляющие втулки – позволяют уменьшить отжим инструмента в процессе обработки на токарных, револьверных и др. станках.
2. Установки (габариты) – определяют положение инструмента относительно баз приспособления и используют для настройки станка на заданный размер или для контроля обрабатывающей поверхности.
3. Кондукторные втулки – позволяют одновременно направлять инструмент по заданному пути, уменьшить увод инструмента и определять положение инструмента относительно баз приспособления.
1.Направляющие втулки.
Они широко применяются при обработке (расточке) отверстий большой длины или при обработке малых отверстий, когда жесткость инструмента мала.

2.Установы (габариты).
Они используются во фрезерных приспособлениях для определения положения инструмента.
|
|
На корпусе приспособления точно координируется положение установа, по которому производят настройку инструмента. При настройке инструмент не касается непосредственно установа, а находится на расстоянии шурупа-калибра. Установы могут быть в виде угольника, кольца, пластины, призмы. Изготавливаются: У7А-HRC 52-56 cm 20 - ЦКО Установы могут быть объёмными, они точно координируются с помощью штифтов или других устройств. Пример: необходимо скоординировать фрезу с круглым профилем. Применяется габарит в виде призмы. Вследствие того, что размер фрезы выполняется с погрешностью, то необходимо поставить щупы с обоих сторон. |


Погрешность настройки.

Z=Aср-h
ωH=ωTL+ωTh;
ωTL=2TL;
ωTh=Th+![]()
Th
– поле допуска на щуп; ![]() - неточность настройки у щупа (погрешность,
вносимая наладчиком);
- неточность настройки у щупа (погрешность,
вносимая наладчиком);
Th=±0,01÷0,03
-
ωH=(
 )TA
)TA
3. Кондукторные втулки.
Применяются для сверлильных приспособлений (кондукторов) для направления сверл, зенкеров, разверток, метчиков и т.д.
Они подразделяются на:
|
1) постоянные; 2) сменные; 3) быстросменные; 4) специальные
|
|
стандартизированы |
У12А легированные стали |
HRC = 56÷62 |


 У10А
У10АКондукторные втулки устанавливают либо в стенку корпуса, либо в кондукторную плиту.
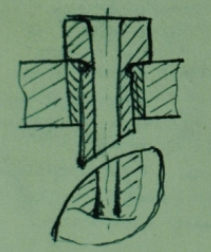
Постоянные кондукторные втулки.
|
|
При недостаточной толщине кондукторной планки применяются втулки с буртиком. |
|
|


Постоянные втулки применяются при работе с одним инструментом.
Недостаток: после износа втулки её необходимо выпрессовывать, а новую втулку приходится подгонять под отверстие. Замену производят в инструментальном цехе.
Лекция 6.
2) Сменные втулки
|
|
– используются для обработки одним инструментом. А смену изношенных втулок можно осуществлять в цехе путем взаимозаменяемости. |

3) Быстросменные втулки
|
|
– применяются, когда отверстие обрабатывается за 2 или более переходов. Они устанавливаются в промежуточную втулку, предохраняющую корпус от износа при частой смене кондукторных втулок. Для удобства захвата втулки делают с высоким буртиком, на котором выполнена накатка. При снятии втулки стопорный винт не вращается, т.к. закреплен с натягом. |

При необходимом направлять инструмент в каждом переходе приспособление снабжают комплектом быстросменных втулок с соответственно разными диаметрами отверстий. Основные размеры описанных ранее кондукторных втулок нормализованы.
4) Специальные втулки – применяются тогда, когда не представляется возможным использовать нормализованную втулку.
а) Обрабатываемые отверстия расположены слишком близко друг от друга.

б) Поверхность детали расположена под углом к оси отверстия
в) Направление разверток или метчиков
|
|
Развертку или метчик нельзя направлять по режущим кромкам. |
