

Методы обработки поверхностей
Лекция № 7
Тема: МЕТОДЫ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ
ПОВЕРХНОСТЕЙ (ОТВЕРСТИЙ)
5 ШЛИФОВАНИЕ ОТВЕРСТИЙ
Шлифованию подвергаются отверстия с диаметром от 5мм. Применяются шлифовальные круги различной зернистости (см. шлифование наружных цилиндрических поверхностей). Помимо высокой точности и качества, внутреннее шлифование позволяет исправить погрешности как 1-го рода, так и-2-го. Применяются следующие способы шлифования:
Деталь закрепляется в патроне или на оправке и вращается. Шлифовальный круг также вращается, совершая необходимые перемещения. Для обработки применяются внутришлифовальные станки.
Деталь неподвижна, а инструмент совершает планетарные движения и вращается.
Деталь вращается, но не закрепляется в патроне или в другом устройстве - бесцентровое - шлифование.
5.1 Обработка в патроне
Д ля
установки заготовок используются
патроны с гидропластмассой, с упругой
мембраной, цанговые патроны и другие
приспособления. Диаметр шлифовального
круга зависит от диаметра шлифуемого
отверстия –
ля
установки заготовок используются
патроны с гидропластмассой, с упругой
мембраной, цанговые патроны и другие
приспособления. Диаметр шлифовального
круга зависит от диаметра шлифуемого
отверстия –
Dш.кр = (0,8...0,9) Dотв. Шлифование может осуществляться методами: продольной и поперечной подачи, глубинного шлифования, комбинированного шлифования. Формулы для определения времени обработки при шлифовании внутренних поверхностей аналогичны формулам для наружных поверхностей. Обработка ведётся с охлаждением содовым раствором на следующих режимах: Vрез = 25…100м/мин;
Sпрод. = (0,2...0,3)Bш.кр мм/мин - при чистовом шлифовании;
Sпрод. = (0,6...0,8)Bш.кр мм/мин - при черновом шлифовании;
Sпоп. = 0,01 – 0,04 мм/o6 - при поперечном шлифовании.
Шлифование обеспечивает 5...6 квалитет, Rа=0,32...0,16мкм. Недостатки: зависимость диаметра круга от диаметра отверстия и малая жёсткость шпинделя несущего шлифовальный круг.
5.2. Планетарная схема шлифования отверстий
П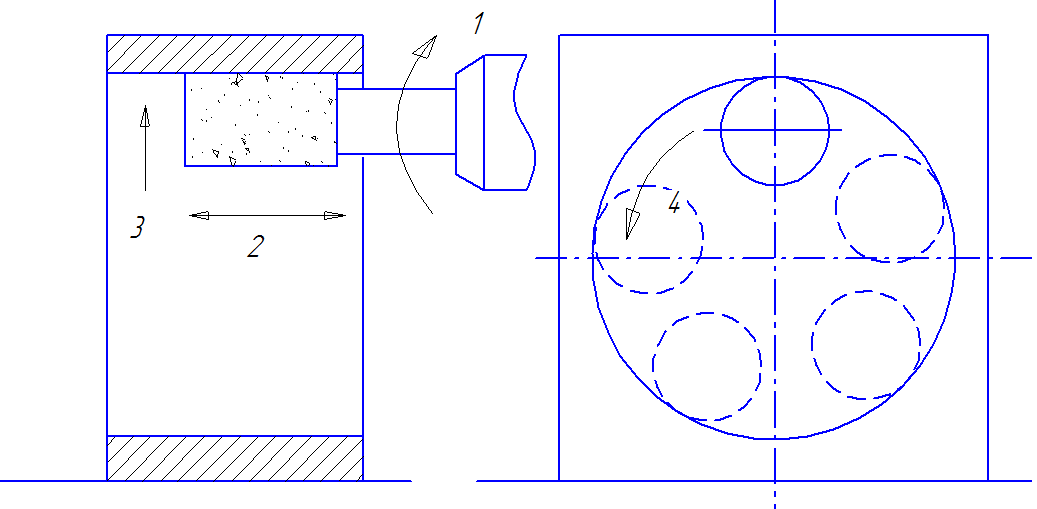 рименяется
для обработки отверстий в крупногабаритных,
тяжёлых деталях, вращение которых
затруднительно или невозможно. При этом
используются специальные внутришлифовальные
станки с планетарным движением шпинделя.
При обработке шпиндель совершает
следующие движения: 1 - вращение вокруг
оси; 2 - возвратно - поступательные
движения - продольная подача; 3 - поперечная
подача (0,05...0,03) мм/об; 4 - планетарное
движение по окружности отверстия.
рименяется
для обработки отверстий в крупногабаритных,
тяжёлых деталях, вращение которых
затруднительно или невозможно. При этом
используются специальные внутришлифовальные
станки с планетарным движением шпинделя.
При обработке шпиндель совершает
следующие движения: 1 - вращение вокруг
оси; 2 - возвратно - поступательные
движения - продольная подача; 3 - поперечная
подача (0,05...0,03) мм/об; 4 - планетарное
движение по окружности отверстия.
Метод бесцентрового шлифования отверстий
П ри
шлифовании заготовка устанавливается
на вращающиеся ведущие и
ри
шлифовании заготовка устанавливается
на вращающиеся ведущие и
опорные ролики, прижимной ролик развёрнут относительно оси заготовки на 10-15° (иногда его выполняют в виде гиперболоида) и обеспечивает постоянный прижим заготовки к ведущему ролику (за счёт пружины).
Для обеспечения точности обработки биения ведущего и опорного роликов должны быть сведены к минимуму. В противном случае возможны появления погрешностей размеров 1 -го рода в виде овальностей, гранностей и др. Точность шлифования обеспечивается в пределах 6 кв. Существуют и другие схемы бесцентрового шлифования, например, шлифование при установке заготовки на жёсткие опоры.