

1. Подготовительные операции
1.1. Правка прутков
Ц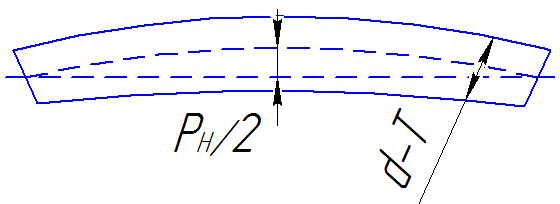 ель
правки - придание пруткам прямолинейной
формы. Рассмотрим схему. Припуск на
последующую обработку равен:zp
= zmin
+ рн
+ Т +ТД.
ель
правки - придание пруткам прямолинейной
формы. Рассмотрим схему. Припуск на
последующую обработку равен:zp
= zmin
+ рн
+ Т +ТД.
Правку проводят разными способами.
1. В мелкосерийном и единичном производствах используются винтовые, фрикционные и гидравлические прессы. Заготовка устанавливается в призмы или в центра (d < 60мм) и к ней прикладывается усилие. Метод обладает малой производительностью. Точность правки (кривизна) 1 мм на 1 м длины.
2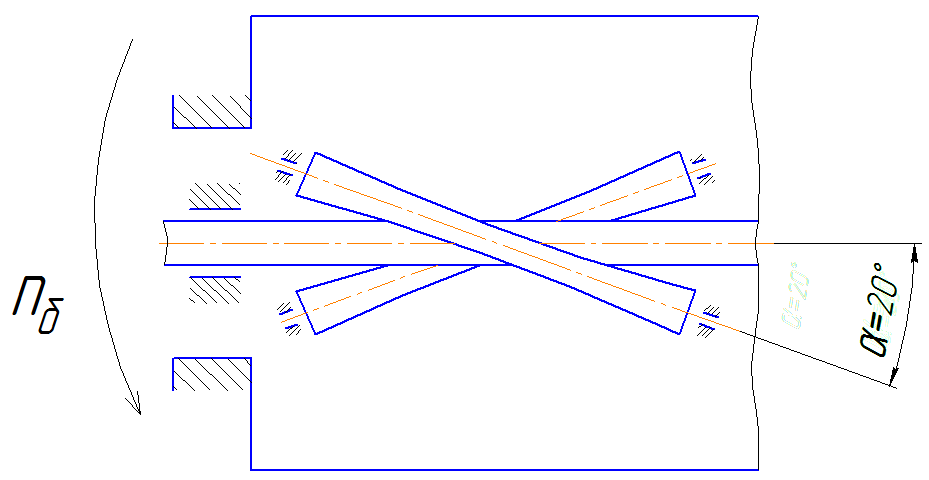 .
В серийном и массовом производствах
применяют специальные пра-
.
В серийном и массовом производствах
применяют специальные пра-
вильно-калибровочные машины. Пруток устанавливается между несколькими парами правильных роликов, образующие которых выполнены в виде гиперболы. Расстояние между роликами регулируется. Угол наклона роликов к оси прутка α равен 20 градусов, что позволяет создать в рабочей зоне линейный контакт. Ролики установлены в подшипниках в специальном барабане, который вращается. В результате разложения сил и скоростей вращения, действующих в зоне контакта, пруток получает прямолинейное движение через рабочую зону машины со скоростью от 5 до 30 м/сек. Метод позволяет обеспечить точность 0,5... 1мм на 1 погонный метр при высокой производительности. После правки осуществляется разрезка прутков.
1.2. Основные методы разрезания прутков
П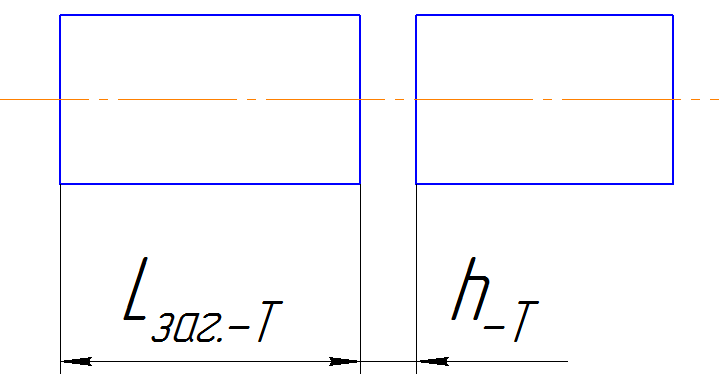 ри
разрезании необходимо обеспечить
следующие качественные параметры:
заданную длинуL3АГ;
качество
поверхности после резки zmin;
минимально
возможную ширину реза hmin.
ри
разрезании необходимо обеспечить
следующие качественные параметры:
заданную длинуL3АГ;
качество
поверхности после резки zmin;
минимально
возможную ширину реза hmin.
L3АГ = LДЕТ + zmin+Тд
Для разрезания прутков используются различные методы. Для их сравнения в качестве эталона будем рассматривать пруток из стали 45 диаметром 50 мм.
Разрезание механической ножовкой. Технические характеристики:
h =1...2 мм, время
разрезки Т
=1...2 мин,
шероховатость Rz
= 40 ... 80 мкм. Достоинства: простота
оснастки.
=1...2 мм, время
разрезки Т
=1...2 мин,
шероховатость Rz
= 40 ... 80 мкм. Достоинства: простота
оснастки.
Недостатки: низкая производительность.
Р
 азрезание
дисковыми пилами.Технические
характеристики:
азрезание
дисковыми пилами.Технические
характеристики:
h = 4...5 мм, время разрезки Т =0,7 мин., шероховатость Rz = 40 ... 80 мкм. Диск пилы обычно сборной конструкции. Резку ведут при подачах до 80 мм/мин., и скоростях резания 16...25 м/мин.
Недостаток: большая величина h.
Разрезание на токарных станках. Применяются специальные отрезные станки. Обработку ведут различными резцами:
из быстрорежущей стали, h = 3...5 мм, Т =2 мин.;
из твёрдого сплава, h = 3.. .5 мм, Т = 1... 1,2 мин.;
специальной конструкции, h = 4...5 мм, Т =0,2...0,3 мин.
4. Резка шлифовальными кругами. h = 1 ...2 мм, Т =0,2...0,3 мин., скорость резания V = 30...50 м/сек.
Достоинства: высокая производительность, возможность резки высокопрочных материалов.
Недостатки: высокая стоимость кругов, малая прочность кругов при осевой нагрузке.
5 .
Резка фрикционными пилами.h
= 3...4 мм, Т
=0,4...0,5 мин.,
скорость
резания V = 120... 130 м/сек. Применяется
специальная пила. При резке происходит
сильный нагрев материала заготовки в
зоне обработки вплоть до его плавления.
.
Резка фрикционными пилами.h
= 3...4 мм, Т
=0,4...0,5 мин.,
скорость
резания V = 120... 130 м/сек. Применяется
специальная пила. При резке происходит
сильный нагрев материала заготовки в
зоне обработки вплоть до его плавления.
Достоинство: высокая производительность.
Недостаток: большой дефектный слой и шероховатость.
6. Анодно-механическая резка. h = 3...4 мм, Т =0.2...0,3 мин., скорость резания V = 100 м/сек. Представляет собой резку дисковой фрезой при подаче напряжения между ней и заготовкой. Метод очень дорогой.