

1.3 Характеристики металлорежущих и вспомогательных инструментов
1.3.1 Конструкции металлорежущих инструментов
Конструкции инструментов классифицируются по методу крепления на станке.
Методы крепления:
хвостовые инструменты имеют цилиндрический или конический хвостовик под шпиндель станка:
насадные инструменты имеют цилиндрическое или коническое посадочное отверстие для установки на оправку с хвостовиком.
Они могут быть цельными и сборными.
Существует 4 вида зенкеров :
Цилиндрические зенкеры;
Цилиндрические зенкеры с направляющей цапфой;
Конические зенкеры для обработки конических углублений под головки винтов;
Торцовые зенкеры для зачистки торцовых плоскостей бобышек.
1.3.2 Геометрия режущей части инструмента
Зенкер имеет хвостовик и рабочую часть, которая делится на режущую и калибрующую изображённая на рисунку .
1.3.3 Инструментальные материалы
Металлорежущие инструменты изготавливаются из следующих групп материалов:
углеродистые инструментальные стали (У10А, У12А);
легированные инструментальные стали (ХВГ, 9ХС);
быстрорежущие инструментальные стали (Р18, Р6М5);
твердые сплавы (ВК8, Т15К6);
минералокерамика (ЦМ-352);
сверхтвёрдые материалы (эльбор, гексанит);
абразивные материалы (корунд, карборунд).
1.3.4 Рекомендуемые режимы резания
К режимам резания относятся: глубина резания (t, мм); подача (Sz мм/зуб, So мм/об, Sм мм/мин); скорость резания (VT м/мин). Порядок назначения режимов резания основан на стремлении достичь наибольшей производительности при наименьшей себестоимости и обязательном обеспечении качества поверхности.
На первом этапе выбирается глубина резания с целью съёма припуска за наименьшее число проходов. При первоначальной обработке глубина ограничена мощностью станка, а при чистовой – ограничена точностью и шероховатостью.
На втором этапе выбираем подачу. При первой обработки величина подачи ограничена мощностью и жёсткостью системы. При точении и фрезеровании подачу надо уменьшать при увеличении глубины. При чистовой обработке подача ограничена точностью и шероховатостью.
На третьем этапе выбираем скорость резанья. Скорость резанья ограничена требованием сохранение свойств инструмента.
1.3.5 Служебное назначение и конструкция вспомогательных инструментов
Зенкеры применяются для увеличения диаметров цилиндрических отверстий, с целью повышения их точности и чистоты поверхности, получения отверстий заданного профиля, а также для обработки торцовых поверхностей. Кинематика резания при зенкеровании, подобно сверлению, сводится к вращению зенкера вокруг своей оси и поступательному движению подачи вдоль оси инструмента
Некоторые типы и размеры стандартизованных зенкеров для предварительной и окончательной обработки отверстий приведены в таблица
.
Стандартные зенкеры выпускаются в двух исполнениях: зенкер № 1–для промежуточной обработки отверстий перед их обработкой черновыми развертками (развертки № 1) и зенкер № 2 — для окончательной обработки отверстий с допуском Н11.
Таблица - Некоторые типы и размеры зенкеров для предварительной и окончательной обработки отверстий
|
Назначение, тип и основные размеры |
Эскиз |
|
Зенкеры цельные с коническим хвостовиком из быстрорежущей стали, тип 1 (ГОСТ 12489—71): d =10–40 мм; L=160–350 мм; l=80–200мм; z=3 |
|
|
Зенкеры цельные насадные из быстрорежущей стали, тип 2 (ГОСТ 12489—71): D=32–80мм; d=13–32мм; L = 30–52 мм; z=4 |
|
|
Зенкеры цельные насадные из быстрорежущей стали (ГОСТ 5.653–70): D =32–52 мм; d=13—22 мм; L= 30–42 мм; z=4
| |
|
Зенкеры цельные с коническим хвостовиком, оснащенные пластинками из твердого сплава, тип 1 (ГОСТ 3231—71, ГОСТ 21540—76): d=14–50мм; L=180—355 мм; l=85–210мм; z=3
|
|
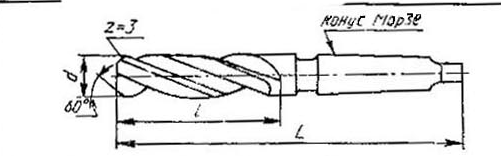
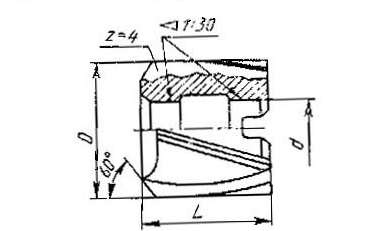
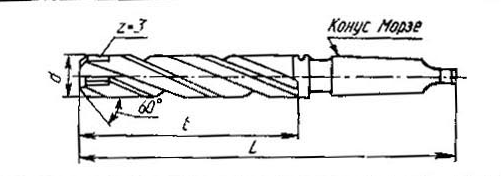
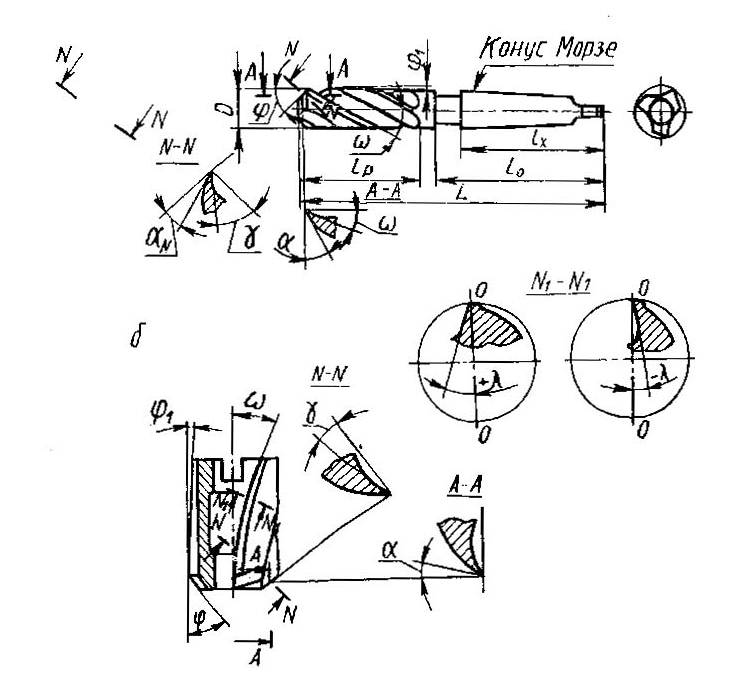
Рисунок - Конструктивные и геометрические параметры
хвостового (а) и насадного (б) зенкеров