

2.3.2 Разработка схем базирования для обработки основных баз
Схема базирования для обработки основной базы показана на рисунке
.
2.3.3 Выполнение эскизов установки
Изобразить объект производства для текущей операции (соответствует схеме базирования).
Выделить поверхности, подлежащие обработке в текущей операции.
Обозначить требуемую шероховатость.
Указать размеры и допуски, которые следует получить при обработке.
Указать условные обозначения опор в соответствии со схемой базирования.
Показать форму поверхности опорного элемента и количество опорных элементов на этой поверхности.
Указать действие силы зажима (условное обозначение зажимного элемента). Проекция зажимного элемента должна находиться в треугольнике опор (на одну или две опоры зажимать нельзя ! ).
Эскизы установок для 1-х трех и последней операций представлены на рисунках и соответственно.

Рисунок – Схема базирования на 1-ой операции
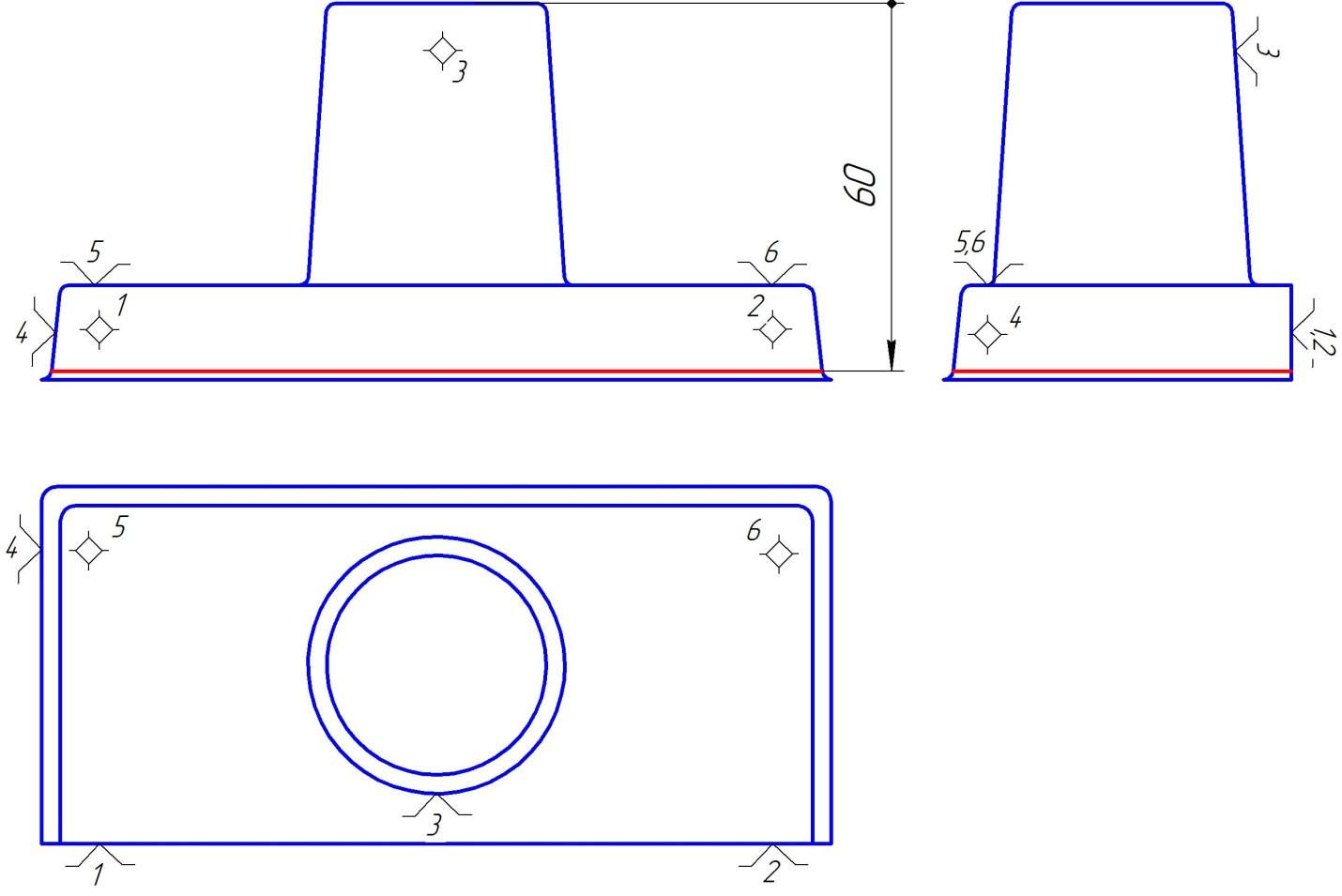
Рисунок – Схема базирования на 2-ой операции
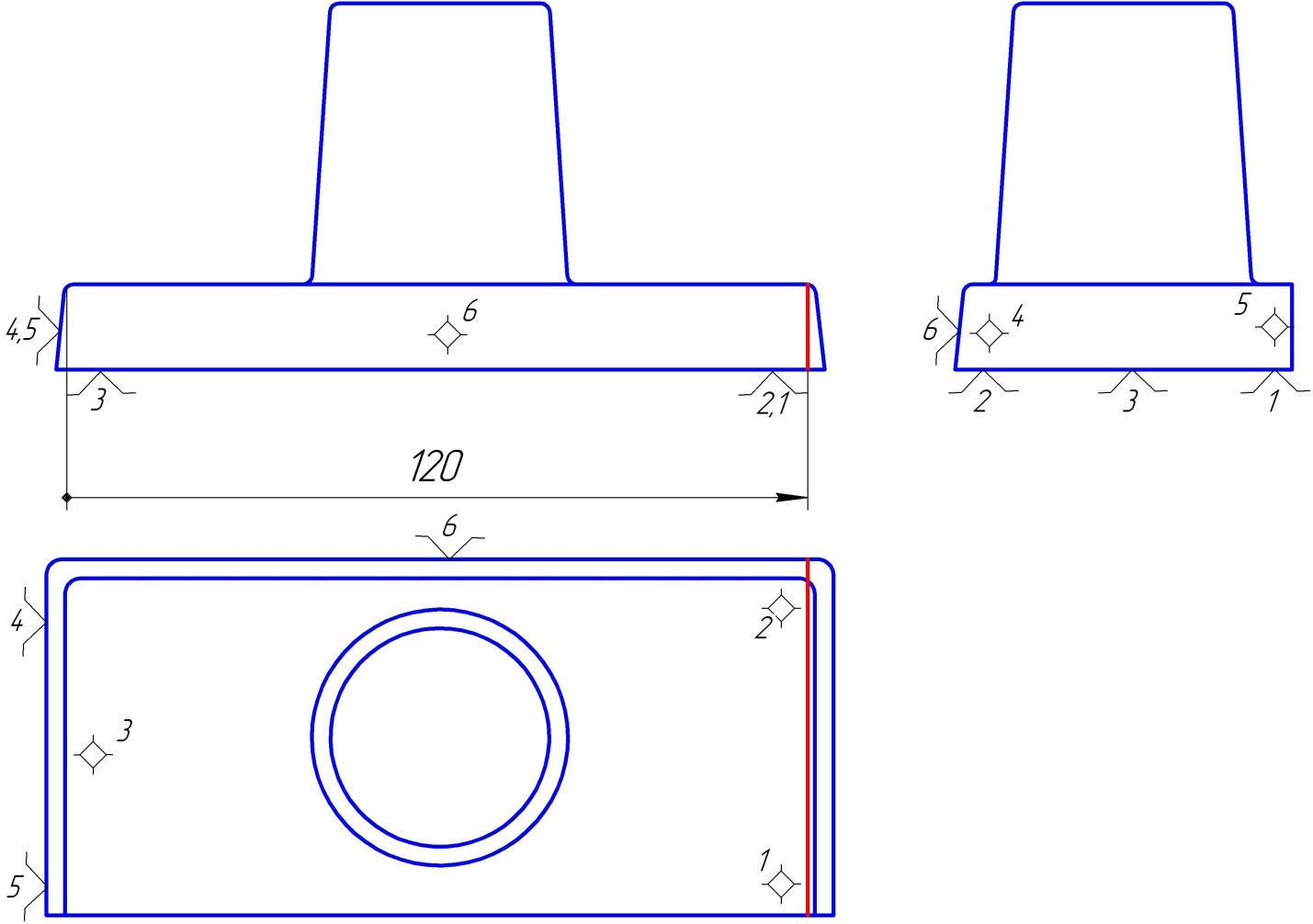
Рисунок – Схема базирования на 3-ой операции
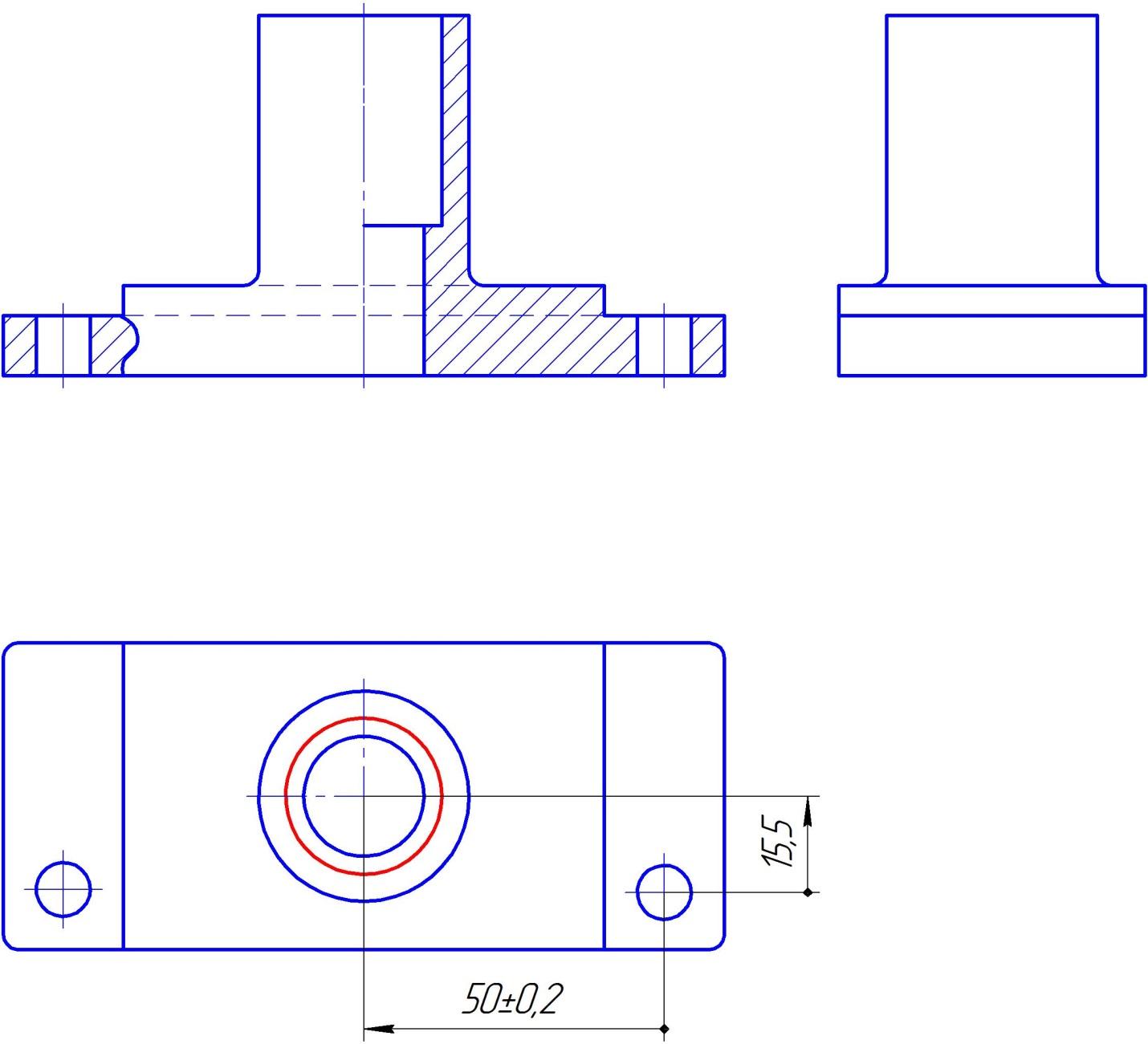
Рисунок – Схема базирования на последней операции
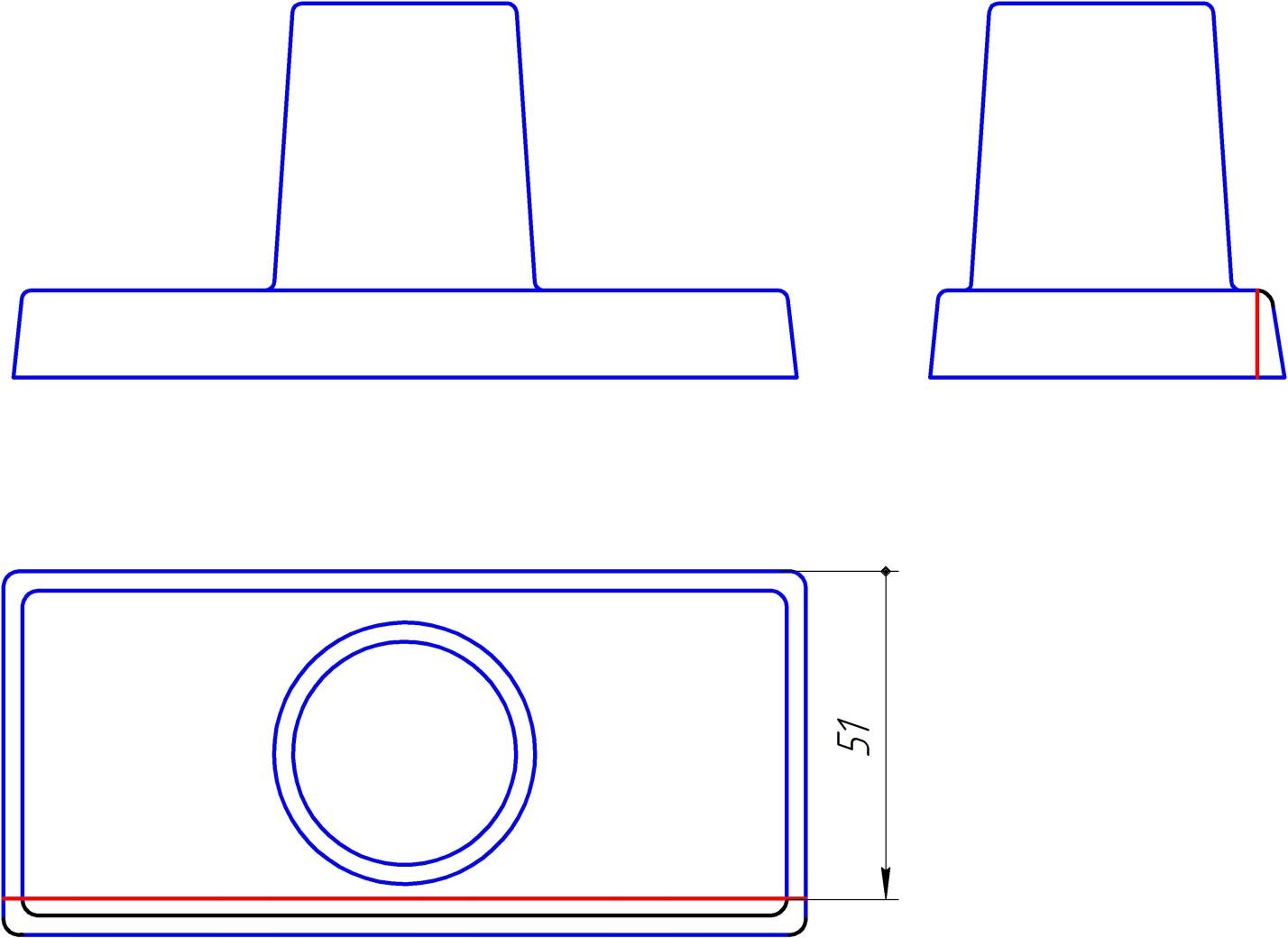
Рисунок – Схема установки для 1-ой операции
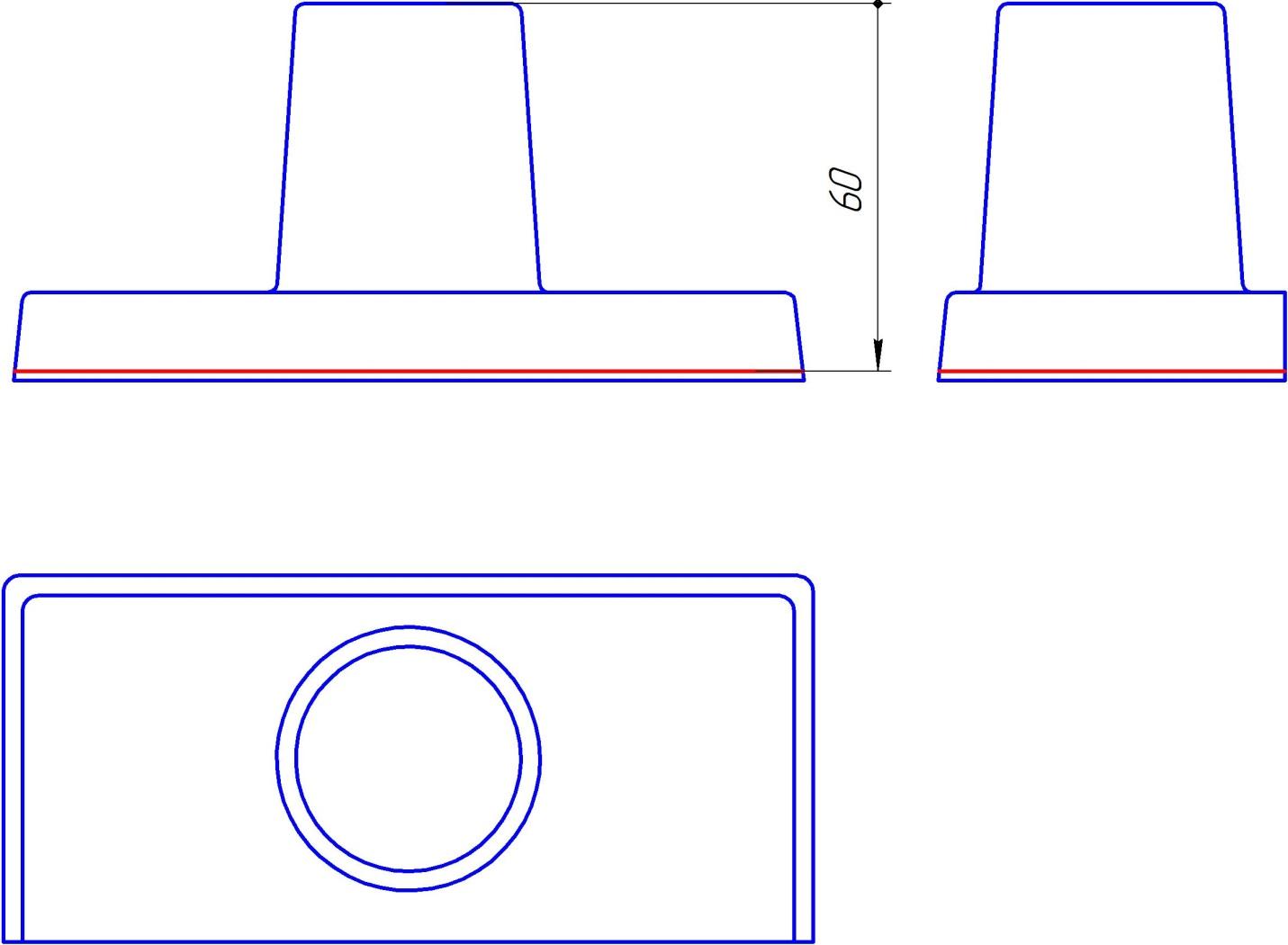
Рисунок – Схема установки для 2-ой операции
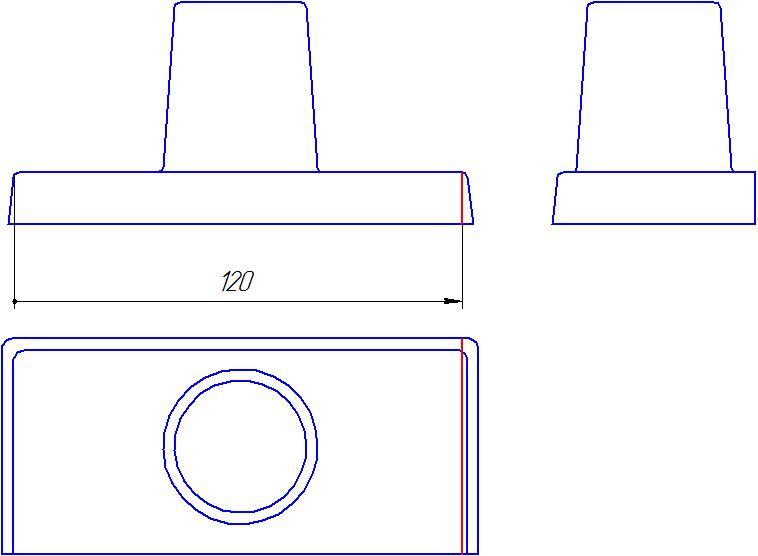
Рисунок – Схема установки для 3-й операции
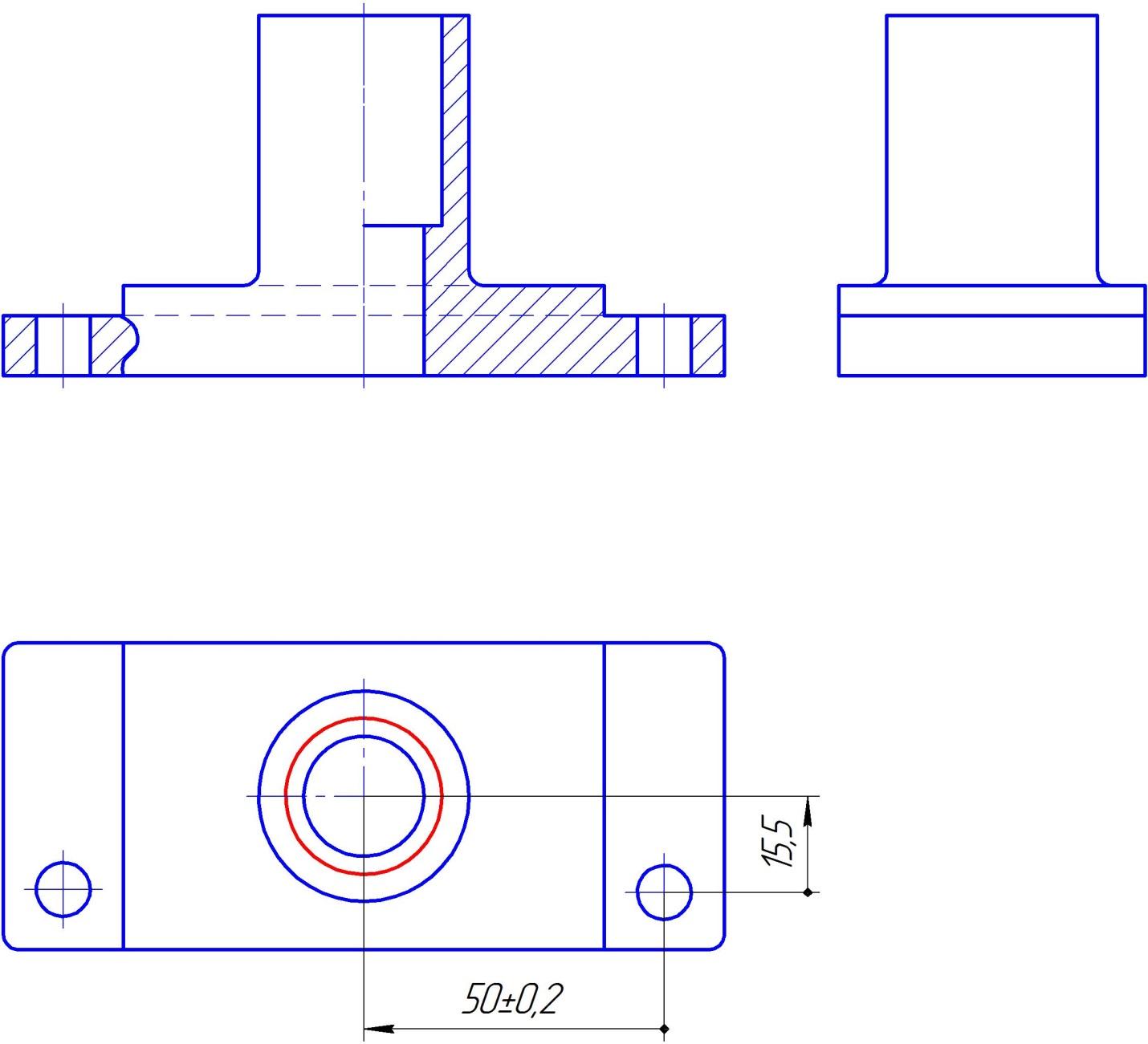
Рисунок – Схема установки для последней операции
2.4 Описание операций технологического процесса механической обработки
2.4.1 Формирование текста инструментальных переходов
2 операция: обработка основания размером 51*120 мм
Фрезерование (черновое), которое обеспечит 14 квалитет обрабатываемой поверхности.
Выбираю торцевую фрезу диаметром 50 мм по ГОСТ 22088-76. Материал инструмента ВК6
n=945 об/мин;
SZ=0.2 мм/зуб;
t=2 мм;
V=148 м/мин.
Фрезеровать, основание заданной детали с кодом поверхности Mp5, для получения заданной точности, которое дано в задании.
Последняя операция: обработка отверстия диаметром 35мм.
Развертывание(предварительное), которое обеспечит 9 квалитет обрабатываемой поверхности.
Выбираем развертку с коническим хвостовиком диаметром 35 мм по ГОСТ 11175-71. Материал инструмента серии ВК3 .
n=250 об/мин;
S0=1,6 мм/об;
z=0,094 мм;
V= 17,2 м/мин.
Развернуть, отверстие заданной детали с кодом поверхности КO10-КP10, для получения заданной точности и получения более точного положения оси заданного отверстия.
2.4.2 Формирование текста наименования операций и вспомогательных переходов
Фрезерование:
4262 – горизонтально-фрезерная
Горизонтально- фрезерный станок
1 переход: установить заготовку в тиски.( Тиски ГОСТ 18684-73)
2 переход: фрезеровать поверхность, выдерживая размеры.
Оборудование: торцевая- хвостовая фреза диаметром 50 мм по ГОСТ 22088-76.
3 переход: снять деталь, уложить в тару.
Развертывание:
4121- вертикально-сверлильная
Вертикально-сверлильный станок
1 переход: установить заготовку в тиски.( Тиски ГОСТ 18684-73)
2 переход: развернуть отверстие, выдерживая размеры.
Оборудование: развертка с коническим хвостовиком диаметром 21,94 мм по ГОСТ 22088-76.
3 переход: снять деталь, уложить в тару.