

ТРАНСВУЗ-2015.Часть 1
.pdfРемонт и динамика подвижного состава
CALS базируется на использовании интегрированной информационной среды (единого информационного пространства), в которой посредством электронного обмена данными (мониторинга) реализуется взаимодействие всех участников жизненного цикла: заказчиков продукции, разработчиков, производителей (поставщиков) продукции, эксплуатационников и ремонтников.
Применение CALS-технологий позволяет существенно сократить объемы проектных работ, так как описания многих составных частей оборудования, машин и систем, проектировавшихся ранее, хранятся в унифицированных форматах данных, доступных любому пользователю технологий CALS. Существенно облегчается решение проблем ремонтопригодности, интеграции продукции в различного рода системы и среды, адаптации к меняющимся условиям эксплуатации, специализации проектно-конструкторских организаций и т.п.
Одна и та же конструкторская документация может быть использована многократно в разных проектах и разработках, а одна и та же технологическая документация – адаптирована к разным производственным условиям, что позволяет существенно сократить и удешевить общий цикл технологии эксплуатации и обслуживания.
Информационной стратегией по управлению CALS-технологиями принято считать PLM-cистемы (рис. 2). Концепция PLM предполагает, что создается единая информационная база, описывающая технологические процессы.
Рис. 2. Система управления проектами с помощью PLM-системы
10

ТРАНСВУЗ – 2015
Для обеспечения информационной интеграции PLM-cистемы использует стандарты IGES и STEP (соответствует стандартам серии ГОСТ Р ИСО 10303) в качестве форматов данных, а также стандарты электронного обмена данными, электронной технической документации и руководства для усовершенствования процессов.
Основными компонентами PLM-системы являются:
PDM-система (PDM – Product Data Management). Система управления данными об оборудовании, является основой PLM, предназначена для хранения
иуправления данными;
CAD-система (CAD – Computer Aided Design). Проектирование узлов и оборудования;
CAE-система (CAE – Computer Aided Engineering). Инженерные расчеты;
CAPP-система (CAPP – Computer Aided Production Planning).
Разработка технологических процессов;
CAM-система (CAM – Computer Aided Manufacturing). Разработка упра-
вляющих программ для станочного парка предприятия изготовителя продукции;
MPM-система (MPM – Manufacturing Process Management). Модели-
рование и анализ производства оборудования.
Как видно, ключевую роль в PLM играет PDM-система, задачей которой
является предоставление нужных данных в нужное время в нужной форме в соответствии с правами доступа. Основными функциями PDM-системы являются:
хранение данных и документов (включая изменения) и обеспечение быстрого доступа к ним;
электронный документооборот (управление процессами проектирования и внесения изменений);
управление, показателями эксплуатационной надежности локомотива, включая проектирования модернизаций локомотива;
ведение классификаторов и справочников;
Наиболее типичные задачи, решаемые при помощи PDM-систем:
электронный архив документации (конструкторской, технологической, организационно-распорядительной, проектной, нормативно-технической);
11

Ремонт и динамика подвижного состава
электронный документооборот (согласование данных и документов, контроль исполнения);
управление разработкой данных и документации (совместная работа в рабочей группе, управление составами и конфигурацией изделий);
компьютерная система менеджмента качества; электронные справочники (материалы, ПКИ, стандартные изделия
и т. д.).
Революционность подхода состоит в том, что многие поколения конструкторов, технологов, производственников воспитаны на основе совершенно другой культуры, базирующейся на сотнях стандартов ЕСКД, ЕСТД, СРПП, детально регламентирующих ведение дел с использованием бумажной документации. В условиях применения CALS-технологий эта культура должна претерпеть коренные изменения, поскольку:
–появляются принципиально новые средства инженерного труда;
–полностью изменяется организация и технология инженерных работ;
–должна быть существенно изменена нормативная база, то есть, дополнена и переведена на стандарты электронной технологической документации.
Для подготовки и осуществления этой революции, первоочередной проблемой является формирование нормативно-правовой базы, узаконивающей новые способы и средства информационного обмена, заменяющего традиционный бумажный документооборот. Такую базу образуют стандарты и инструктивно-методические материалы, регламентирующие упомянутые способы и средства, форматы данных, их логическую структуру, процедуры информационного обмена, способы обеспечения легитимности данных. Это необходимо для того, чтобы электронные документы и данные имели ту же юридическую силу, что и обычные бумажные документы. Кроме того, одна из важнейших задач стандартизации в рассматриваемой сфере – обеспечение информационной совместимости различных автоматизированных систем.
К настоящему времени CALS-технологии образуют самостоятельное направление в области ИТ. За рубежом создана нормативно-правовая база этого направления, которую составляют серии международных стандартов ISO, государственные стандарты и нормативные документы.
Преимущества CALS-технологий. Технологии, стандарты и программно-технические средства CALS обеспечивают эффективный и
12

ТРАНСВУЗ – 2015
экономичный обмен электронными данными и безбумажными электронными документами, предоставляя возможности:
–параллельного выполнения сложных проектов несколькими рабочими группами (параллельный инжиниринг), что существенно сокращает время разработок;
–планирования и управления многими предприятиями, участвующими в жизненном цикле продукции;
–расширения и совершенствования кооперационных связей (электронный бизнес);
–резкого сокращений количества ошибок и переделок, что приводит к уменьшению сроков реализации проектов и существенному повышению качества продукции;
–распространения средств и технологий информационной поддержки на послепродажные стадии жизненного цикла.
На экономические показатели предприятий, применяющих CALSтехнологии, непосредственно влияют:
–сокращение затрат и трудоемкости технологических процессов технического обслуживания и ремонта подвижного состава;
–сокращение сроков вывода на рынок новых конкурентоспособных изделий;
–сокращение брака и затрат, связанных с внесением изменений в конструкцию;
–увеличение объемов продаж подвижного состава, снабженного электронной технической документацией (в частности, эксплуатационной), составленной в соответствии с требованиями международных стандартов;
–сокращение затрат на эксплуатацию, обслуживание и ремонт подвижного состава.
Как видим, внедрение CALS-технологий приводит к существенной экономии и получению дополнительной прибыли. Поэтому эти технологии и их отдельные компоненты широко используются в производстве.
Внедрение CALS-технологий должно начинаться с подготовки нормативно-технических документов (НТД), необходимых для формирования технологии интегрированной логистической поддержки нового подвижного
состава ОАО «РЖД» При этом решение поставленной задачи надо
13

Ремонт и динамика подвижного состава
рассматривать в общем контексте разработки всего пакета НТД, обеспечивающего внедрение CALS-технологий в транспортное машиностроение и основного эксплуатанта ОАО «РЖД». Учитывая опыт преподавания предмета «Управление жизненным циклом продукции» в МГТУ им. Н. Э. Баумана, МГТУ «Станкин», МИФИ и ГМЦ CALS-технологий, необходимо организовать изучение этого предмета в учебных вузах, а также создать научнометодический центр по внедрению инновационных технологий поддержки жизненного цикла подвижного состава.
Реализация CALS-технологий в отечественной промышленности – это внедрение современных средств обеспечения качества и конкурентоспособности производимой наукоемкой продукции, что является главным условием достижения стабильных успехов предприятий транспортного машиностроения в условиях рыночной экономики.
УДК 629.424.3:621.436
С. М. Овчаренко, О. В. Балагин, Д. В. Балагин
ОСНОВНЫЕ ПОЛОЖЕНИЯ СОЗДАНИЯ СИСТЕМЫ БЕСКОНТАКТНОГО ТЕПЛОВОГО КОНТРОЛЯ СИСТЕМ
ИУЗЛОВ ТЕПЛОВОЗОВ
Встатье рассмотрены основные положения создания системы бесконтактного теплового контроля систем и узлов тепловозов. Представлены разработанные методики оценки технического состояния секций холодильников, электрических машин и топливной аппаратуры высокого давления тепловозов с использованием тепловизионного метода контроля.
Реформа ОАО «РЖД» направлена на повышение эффективности работы всех звеньев единого комплекса – перевозочного процесса. В этом процессе локомотивное хозяйство занимает одно из ведущих мест. Сложившаяся к настоящему моменту ситуация с техническим состоянием парка тепловозов требует решения ряда важных технических задач, связанных с повышением эффективности их использования. Сохранение на этом этапе эксплуатации
14

ТРАНСВУЗ – 2015
тепловозного парка необходимого уровня его надежности во многом зависит от тех технологий, которые применяются как в ремонтном производстве, так и в процессе диагностирования узлов и систем тепловозов [1].
Впоследнее время на кафедре «Локомотивы» Омского государственного университета путей сообщения активно развивается направление диагностирования узлов и систем тепловоза тепловыми методами контроля.
С целью реализации системы бесконтактного теплового контроля основных узлов и систем тепловозов на первом этапе в результате выполненных теоретических и экспериментальных исследований разработаны методики для оценки технического состояния секций холодильников, электрических машин и топливной аппаратуры (ТА) высокого давления тепловозов с использованием тепловизионного метода контроля.
Экономичная работа тепловозов в условиях эксплуатации во многом зависит от технического состояния элементов топливной аппаратуры высокого давления. В процессе работы основные элементы топливного насоса высокого давления (ТНВД) (плунжерная пара, нагнетательный клапан) и форсунки (прецизионная пара «игла – корпус», щелевой фильтр) подвержены износу и засорению абразивными частицами. В результате ухудшается качество рабочего процесса в цилиндре дизеля, снижается уровень вырабатываемой цилиндровой мощности, повышается удельный эффективный расход топлива и сокращается ресурс дизеля в целом. Оперативный бесконтактный контроль с минимумом вспомогательных операций и затрат времени позволяет избежать выше перечисленных последствий.
Вкачестве диагностического параметра для оценки технического состояния ТНВД и форсунки принято значение температуры поверхности трубопровода топливной системы высокого давления – tiэj .
Тепловизионные измерения необходимо производить при режиме теплопередачи, близком к стационарному. Стационарность процесса достигается путем прогрева дизеля на номинальной позиции контроллера машиниста в течении 15 – 30 мин. до стабилизации значений температуры воды и масла дизеля. В процессе проведения испытаний необходимо фиксировать значение температуры наружного воздуха. Далее останавливается дизельгенераторная установка и проводятся операции термографирования [1].
15

Ремонт и динамика подвижного состава
Алгоритм обработки результатов термографирования и выдачи заключения о техническом состоянии (ТА) тепловоза представлен на рис. 1.
Процесс контроля рекомендуется проводить при нахождении тепловоза на территории локомотивного депо до или после ТО-3, ТР-1, ТР-2 и ТР-3. Проведенный контроль позволит вовремя выявить ТНВД и форсунки, не обеспечивающие необходимый рабочий процесс дизеля, что даст возможность оперативно восстановить необходимые мощностные, экономические и экологические характеристики тепловозного дизеля.
Начало
Определение топливного трубопровода высокого давления
Нет
Да
|
|
Да |
Нет |
|
|
|
|
|
Неисправен |
|
Неисправна |
ТНВД |
|
форсунка |
|
|
|
ТА в норме
Конец
Рис. 1. Алгоритм обработки результатов термографирования ТА дизеля
Кроме того, оперативный контроль технического состояния ТА позволит оценить качество ремонта и в случае необходимости принять соответствующие меры для улучшения технического состояния топливной системы тепловоза.
Для определения расчетным способом температуры поверхности стенки топливной трубки высокого давления i-го цилиндра введено следующее обо-
16

ТРАНСВУЗ – 2015
значение: расчетное нормативное значение температуры поверхности трубопровода исправной топливной системы при j-той температуре.
Полученные результаты математического моделирования температуры поверхности топливного трубопровода высокого давления показывают, что отклонение температуры поверхности трубопровода топливной системы с неисправным ТНВД от температуры поверхности трубопровода с исправной топливной системой находится в пределах от 10,4 % до 14,3 %. В качестве граничного значения отклонения температуры трубопровода топливной системы с неисправным ТНВД принято значение – 10 %.
Отклонение температуры поверхности трубопровода топливной системы с неисправной форсункой от температуры поверхности трубопровода с исправной топливной системой находится в пределах от 5,8 % до 9,2 %. В качестве граничного значения отклонения температуры трубопровода топливной системы с неисправной форсункой принято значение – 5 %.
Для практической реализации предложенной технологии контроля технического состояния топливной аппаратуры разработано программное обеспечение в среде программирования Delphi 7.
Повышение надежности электрических машин (в т. ч. тяговых электродвигателей (ТЭД)) в условиях эксплуатации так же способствует сокращению количества отказов в пути следования и неплановых ремонтов тепловозов.
Значительное число отказов ТЭД происходит по причине выплавления припоя из петушков коллектора – 13 % от общего числа отказов. Этот вид неисправностей возникает вследствие того, что двигатель загружается крайне неравномерно, что в свою очередь приводит к большим колебаниям температуры якоря электрической машины. Не последнюю роль играют повышенные уровни вибрации ТЭД в вертикальной и горизонтальной плоскостях [2].
В результате математического моделирования работы ТЭД предложен и обоснован новый диагностический параметр – перепад между температурой на поверхности коллектора и температурой на поверхности коллекторного петушка ti j . В итоге установлены функциональные зависимости между техническим состоянием якоря тягового электродвигателя и перепадом температуры между поверхностью коллектора и поверхностью коллекторного
17
Ремонт и динамика подвижного состава
петушка. Установлено критическое значение степени пропайки контактного соединения, при которой может произойти отказ тягового электродвигателя.
Формирование заключения о техническом состоянии паяных соединений якоря производится в соответствии с алгоритмом, представленном на рис. 2.
|
|
|
Начало |
|
|
|
Определение |
и |
коллект. узла |
||
|
|
|
j < 12 |
Нет |
|
j = j + 1 |
|
|
|
||
|
|
|
|
|
|
|
|
|
|
Да |
|
Сектор в |
Да |
|
< |
|
|
норме |
|
|
|
|
|
|
|
|
|
Нет |
|
|
|
Определение |
|
||
|
Да |
|
|
|
|
|
|
|
< |
|
|
Нанести метку на |
|
|
Нет |
|
|
дефектном соединении |
|
|
|
||
Z = Z + 1 |
|
Паяное соединение |
|
||
|
|
находится в норме |
|
||
|
|
|
|
Да |
|
|
Z < 1 |
|
|
|
|
Нет |
|
|
Якорь в состоянии |
Якорь в норме |
|
неисправности |
||
|
Конец
Рис. 2. Алгоритм оценки технического состояния якоря ЭМ
18

ТРАНСВУЗ – 2015
Так как на сегодняшний день на производстве при проведении приемосдаточных испытаний ТЭД отсутствуют средства, позволяющие достоверно оценить техническое состояние рассматриваемых соединений, рекомендуется производить тепловизионный контроль после прохождения ремонтов в объеме ТР-3, СР и КР, не только на ТЭД постоянного тока имеющих, паяное соединение коллекторного петушка с выводами якорной обмотки, но и в ТЭД, у которых данный вид соединения выполнен при помощи сварки. Поскольку в контакте петушка с выводами обмотки якоря, выполненного при помощи сварки, вследствие воздействия эксплуатационных факторов снижающих надежность ТЭД, также возможно нарушение целостности контакта [2].
По результатам проведенных исследований предложен и обоснован новый диагностический параметр для проведения тепловизионного контроля секций холодильника тепловоза – температурный напор стенки трубки секции tпj .
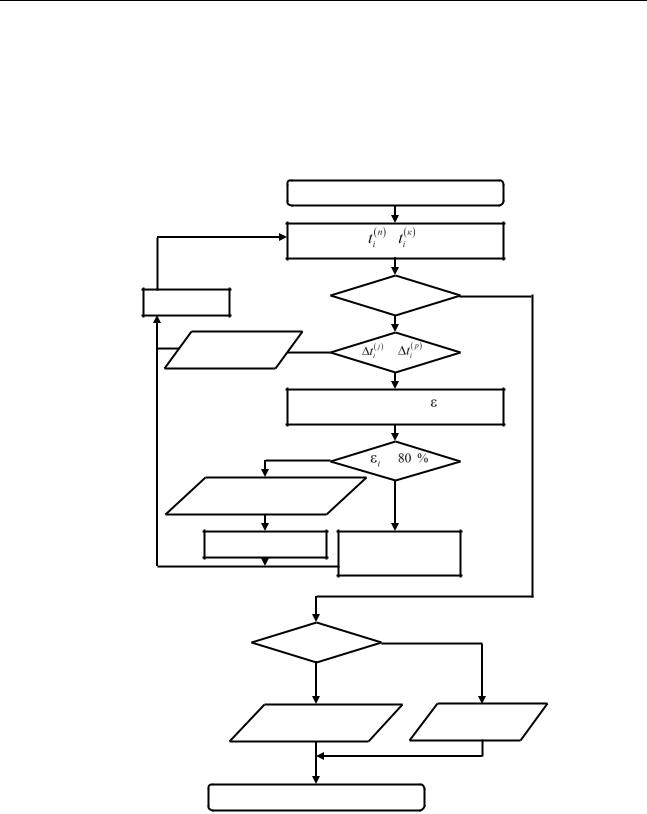
На рис. 3 представлен алгоритм оценки технического состояния системы охлаждения тепловозов.
Устойчивая эксплуатация тепловозов во многом зависит от качества функционирования системы охлаждения, эффективность которой в процессе эксплуатации снижается, что приводит к работе дизеля при повышенной температуре теплоносителей, понижению надежности локомотивов, ограничению мощности силовой установки и, как следствие, к ухудшению топливной экономичности дизеля. Значительный вклад в решение данной проблемы внесли А. И. Володин, В. А. Перминов, В. Г. Григоренко, Н. И. Панов, А. П. Третьяков, Ю. А. Куликов и др.
Основными элементами системы охлаждения тепловоза, определяющими эффективность ее работы, являются секции холодильника. В процессе эксплуатации теплорассеивающая способность отдельных секций холодильника тепловозов снижается. Следовательно, необходимо проводить периодический оперативный контроль технического состояния холодильника тепловоза с целью выявления неисправных секций [1].
Процесс диагностирования рекомендуется проводить при нахождении тепловоза на станции реостатных испытаний на ТР-2 и ТР-3.
Диагностика на ТР-2 позволит вовремя выявить секции, не обеспечивающие необходимую теплорассеивающую способность, и тем самым предотвратить увеличение отбора мощности на привод вентилятора, исключить увеличение
19