

2.4. Выплавка чугуна
Получение чугуна из железных руд осуществляется в доменных печах. Доменные печи являются крупнейшими современными шахтными печами. Большинство действующих сейчас доменных печей имеет полезный объем 1300÷2300 м3 – объем, занятый загруженными в нее материалами и продуктами плавки. Эти печи имеют высоту примерно 30 м и дают в сутки по 2000 т чугуна.
В России построены и эксплуатируются печи объемом в 2700 и 3200 м3. В 1974 г. на Криворожском заводе была построена крупнейшая доменная печь в мире объемом в 5000 м3. Эта печь существенно отличается от печей, построенных ранее. В ней выпуск продуктов плавки производится через четыре летки и много других нововведений, облегчающих труд доменщиков и повышающих производительность труда.
Сущность доменной плавки сводится к раздельной загрузке в верхнюю часть печи, называемой колошником, руды (или агломерата), кокса и флюсов, располагающихся, поэтому в шахте печи слоями. При нагревании шихты за счет горения кокса, которое обеспечивает вдуваемый в горн горячий воздух, в печи идут сложные физико-химические процессы (которые описаны ниже) и шихта постепенно опускается вниз навстречу горячим газам, поднимающимся вверх. В результате взаимодействия компонентов шихты и газов в нижней части печи, называемой горном, образуются два несмешивающихся жидких слоя – чугун и шлак.
На рис.10 показана схема доменной печи, работающих на ряде заводов. Материалы подаются к печи подъемниками с опрокидывающимися ковшами вместимостью по 17 м3, доставляющими агломерат, кокс и другие добавки к засыпному устройству на высоту 50 м. Засыпное устройство доменной печи состоит из двух поочередно опускающихся конусов. Для равномерного распределения материалов на колошнике печи малый конус с цилиндром, после каждой засыпки поворачивается на заданный угол (обычно 60°).
В верхней части горна располагаются фурменные отверстия (16÷20 шт.), через которые в печь подается под давлением около 300 кПа (3 ати) горячий, обогащенный кислородом воздух при температуре 900÷1200°С.
Жидкий чугун выпускается каждые 3÷4 ч поочередно через две или три летки, которые для этого вскрываются с помощью электробура. Выливающийся из печи чугун выносит с собой и шлак, находящийся над ним в печи. Чугун направляется по желобам литейного двора в чугуновозные ковши, расположенные на железнодорожных платформах. Шлак, выливающийся с чугуном, предварительно отделяется от чугуна в желобах с помощью гидравлических запруд и направляется в шлаковозы. Кроме того, значительную часть шлака обычно выпускают из доменной печи, до выпуска чугуна через шлаковую летку. После выпуска чугуна летка закрывается путем ее забивки пробкой из огнеупорной глины с помощью пневматической пушки.
Печь монтируют в прочном сварном стальном кожухе, интенсивно охлаждаемом водой. Внутри печь выкладывают высококачественным шамотным кирпичом, а отдельные части печи делают из прессованных углеродистых блоков. Толщина боковых стенок печи в отдельных местах превышает 1,5 м, а лещади – 4 м. Печь полезным объемом 2700 м3 имеет высоту 80 м и весит с механизмами около 200 000 т. Печь работает непрерывно в течение 4—8 лет.
Физико-химические процессы, протекающие в доменной печи, очень сложны и многообразны. Условно процесс, протекающий в доменной печи, можно разделить на следующие этапы: горение углерода топлива; разложение компонентов шихты; восстановление окислов; науглероживание железа; шлакообразование. Эти этапы процесса проходят в печи одновременно, переплетаясь друг с другом, но с разной интенсивностью, на разных уровнях печи.
Горение углерода топлива происходит главным образом возле фурм, где основная масса кокса, нагреваясь, встречается с нагретым до 900÷12000С кислородом воздуха, поступающим через фурмы.
Образовавшаяся при этом углекислота вместе с азотом воздуха поднимается вверх и, встречаясь с раскаленным коксом, взаимодействует с ним по реакции
СО2 Ств→2СО.
Восстановление окислов может происходить окисью углерода, углеродом и водородом. Главной целью доменного процесса является восстановление железа из его окислов. Согласно теории академика Байкова восстановление окислов железа идет ступенчато по следующей схеме:
Fe2O3→Fe3O4→FeO→Fe,
Fe2O3→Fe3O4→FeO→Fe.
При этом главную роль в восстановлении окислов железа играет окись углерода.
Науглероживание железа происходит следующим образом. Образовавшееся в результате восстановительного процесса твердое губчатое железо, соприкасаясь с печными газами, содержащими значительное количество СО, взаимодействует непосредственно с ним по реакции:
3Fe+2CO=Fe3C+CO2.
Образование сплава железа с углеродом, имеющего температуру плавления ниже, чем чистое железо, приводит к формированию капель жидкого чугуна, которые, стекая в нижнюю часть печи через слой раскаленного кокса, еще более насыщаются углеродом.
Шлакообразование активно развивается при прохождении шихты в области распара после окончания процессов восстановления окислов железа в доменной печи. Шлак состоит из окислов пустой породы и золы кокса, а также флюса, специально добавленного в печь, чтобы обеспечить достаточную жидкотекучесть шлака при температуре 1400÷14500С. При слишком легкоплавком шлаке не успевает восстановиться значительная часть окислов железа, которая выносится с этим шлаком из зоны восстановления. При слишком тугоплавком шлаке на стенках печи образуются большие настыли и доменный процесс осложняется. Состав шлака зависит от состава пустой породы руды, а также от того, получают ли в доменной печи передельный чугун, литейный чугун или ферросплавы. Основными составляющими доменного шлака являются кремнезем SiO2 (от 30 до 45%), окись кальция (40÷50%), глинозем (10÷25%)
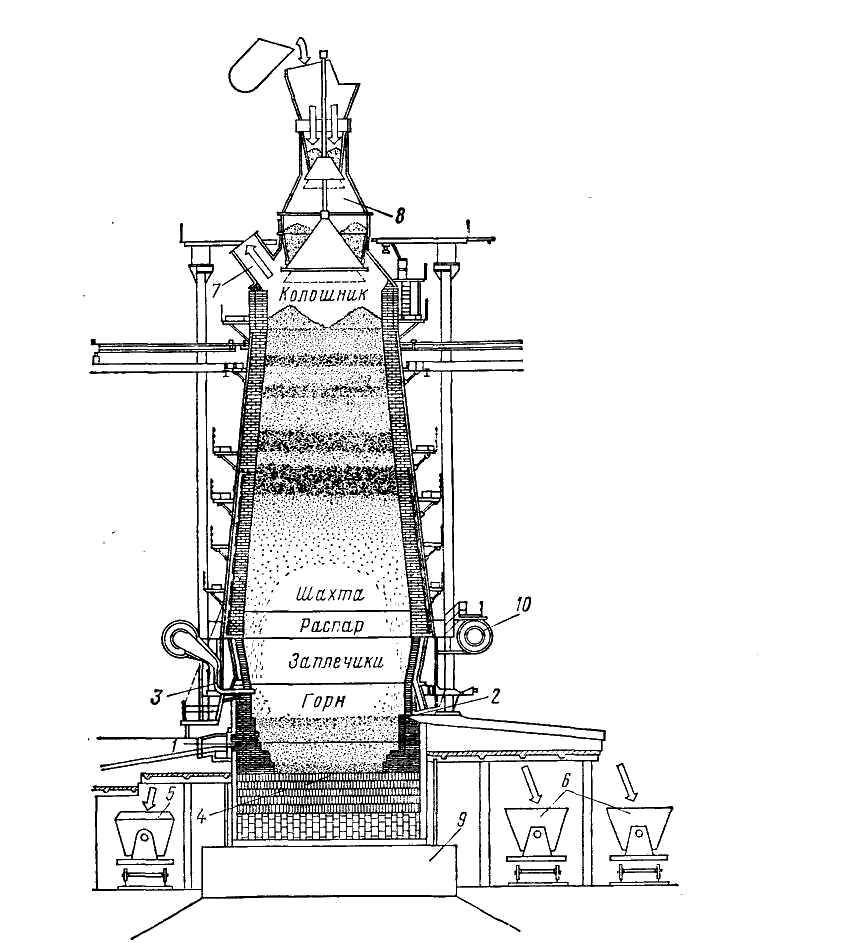
1 – чугунная летка, 2 – шлаковая летка, 3 – фурменный прибор, 4 – лещадь,
5 – чугуновоз, 6 – шлаковозы, 7 – газоотводы, 8 – засыпное устройство,
9 – фундамент, 10 – воздухопровод