

18.5. Хонингование
Хонингование применяют для того, чтобы получить отверстия с малым отклонением размера и параметром шероховатости, а также для создания микропрофиля обработанной поверхности в виде сетки. Такой профиль необходим для удержания на стенках отверстия смазочного материала при работе машины, например, двигателя внутреннего сгорания. Чаще всего обрабатывают сквозные и реже – ступенчатые отверстия, как правило, неподвижно закрепленных заготовок.
Поверхность заготовки обрабатывают мелкозернистыми абразивными брусками, которые закрепляют в хонинговальной головке – хоне, являющейся режущим инструментом. Инструмент вращается и одновременно возвратно-поступательно перемещается вдоль оси, обрабатываемого отверстия (рис.84, а). Отношение скоростей указанных движений составляет 1÷10 и определяет условия резания; скорость вращения хона для заготовок из стали равна 45÷60 м/мин, а из чугуна и бронзы – 60÷75 м/мин.
Сочетание движений инструмента приводит к тому, что на обрабатываемой поверхности появляется сетка микроскопических винтовых царапин – следов перемещения абразивных зерен. Угол пересечения этих следов зависит от отношения скоростей, поэтому необходимый вид сетки на поверхности отверстия можно получать в ходе хонингования. На рис. 84, б дана развертка внутренней цилиндрической поверхности заготовки и схема образования сетки.
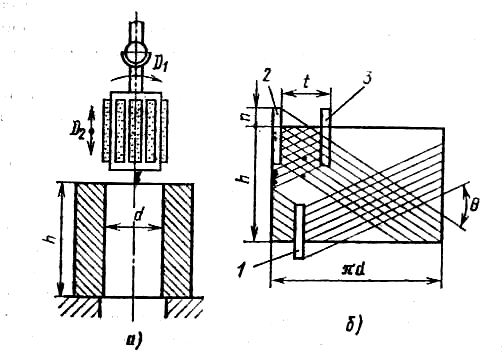
Рис. 84. Схема хонингования
Крайние нижнее 1 и верхнее 2 положения абразивных брусков устанавливают так, что создается перебег n. Перебег необходим для того, чтобы образующие отверстия, были прямолинейными, и отверстие имело правильную геометрическую форму. Совершая вращательное движение, абразивные бруски при каждом двойном ходе начинают резание с нового положения 3 хона с учетом смещения по шагу t, поэтому исключается наложение траекторий абразивных зерен.
Абразивные бруски всегда контактируют с обрабатываемой поверхностью, так как они раздвигаются в радиальных направлениях механическими, гидравлическими или пневматическими устройствами. Давление брусков следует контролировать. Минимальное давление получают при хонинговании с наложением ультразвуковых колебаний. В этом случае уменьшается засаливание брусков, как частицы металла легче отделяются от абразивов.
Хонингованием исправляют такие отклонения формы предыдущей обработки, как овальность, конусность, отклонение от цнлиндричности и др., если общая толщина снимаемого слоя не превосходит 0,01÷0,2 мм. Отклонения расположения оси отверстия этим методом, как правило, не исправляют. Различают предварительное и чистовое хонингование. Предварительное хонингование используют для исправления погрешностей предыдущей обработки, а чистовое – для получения малой шероховатости поверхности.
18.6. Суперфиниш
Отделку поверхностей суперфинишированием проводят в основном для того, чтобы уменьшить шероховатость, оставшуюся от предыдущей обработки. При этом меняется высота и вид микро-выступов. Обработанная поверхность имеет сетчатый рельеф, а каждый микро-выступ скругляется. Фактическая поверхность контакта с другими деталями увеличивается, чем обеспечиваются более благоприятные условия взаимодействия трущихся поверхностей. Суперфинишированием обрабатывают плоские, цилиндрические (наружные и внутренние), конические и сферические поверхности заготовок из закаленной стали, реже – из чугуна и бронзы.
Обработку поверхностей производят абразивными брусками, которые устанавливают в специальной головке. Характерным для суперфиниширования является колебательное движение брусков одновременно с движением заготовки. Резание производится при давлении брусков I÷3 МПа, смазочный материал – малой вязкости.
При обработке наружной цилиндрической поверхности (рис. 85, а) плотная сетка микронеровностей создается сочетанием вращательного движения заготовки, возвратно-поступательного ее перемещения, колебательного движения брусков вдоль оси заготовки. Амплитуда колебаний брусков составляет 1,5÷6 мм, а частота колебаний 400÷1200 в минуту. Колебательное движение головки ускоряет съем металла и улучшает однородность поверхности. Отношение скоростей движений вращательного и возвратно-поступательного в начале обработки составляет 2÷4, а в конце 8÷16. Процесс характеризуют сравнительно малые скорости движения резания, которые составляют 5÷7 м/мин. Бруски самоустанавливаются по обрабатываемой поверхности.
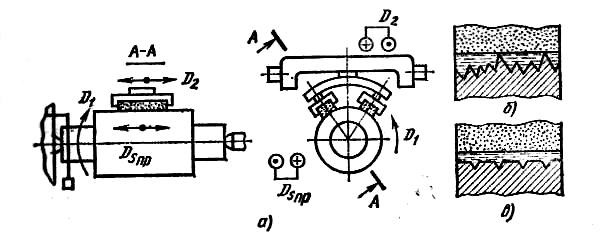
Рис. 85. Схема суперфиниширования
Важную роль при обработке играет смазывающе-охлаждающая технологическая среда. Масляная пленка покрывает обрабатываемую поверхность, но наиболее крупные микровыступы (рис. 85, б) прорывают ее и в первую очередь срезаются бруском. Давление брусков на выступы оказывается большим. По мере дальнейшей обработки давление снижается, так как все большее число выступов прорывает масляную пленку и, наконец, в тот момент (рис. 85, в), когда давление бруска не может разорвать пленку, она становится сплошной. Создаются условия для жидкостного трения. Процесс отделки автоматически прекращается. В качестве СОТС используют смесь керосина с веретенным и турбинным маслом.
Лучший результат получают при обработке заготовок из стали брусками из электрокорунда, а при обработке заготовок из чугуна и цветных металлов – брусками с зерном из карбида кремния. В большинстве случаев применяют бруски на керамической и бакелитовой связках. Применение алмазных брусков увеличивает не только производительность обработки, но и стойкость инструмента в 80÷100 раз. Алмазные бруски работают при тех же режимах, что и абразивные, но с большим давлением. Чаще всего для суперфиниширования используют два бруска, а при обработке крупных деталей – три или четыре.
Обычное суперфиниширование не ликвидирует отклонения формы, полученные на предшествующей обработке (волнистость, конусность, овальность и др.), но при усовершенствовании процесса можно снимать увеличенные слои металла, использовать особые режимы резания. В этом случае погрешности предыдущей обработки существенно снижаются.