

9.6. Технологичность сварных конструкций
Сварная конструкция считается технологичной, если для ее изготовления могут быть применены относительно простые и дешевые способы, которые в совокупности с правильным выбором конструкции соединяемых заготовок позволяют механизировать и автоматизировать изготовление и вспомогательные сварочные операции, обеспечивая низкую себестоимость. Технологичность можно обеспечить применением комплекса технологических операций, правильным выбором материала и формы свариваемых заготовок, дающих возможность применять высокопроизводительные методы сварки, а также назначать рациональные режимы проведения процесса, исключая последующие дорогостоящие и трудоемкие операции. Комплексная технология изготовления предусматривает применение для конструкции составных, относительно простых частей, полученных различными, наиболее рациональными для данных условий методами формообразования. В качестве составных частей свариваемой конструкции могут быть применены заготовки, полученные литьем, прокаткой, штамповкой и т.д.
Применение комплексной технологии требует достаточно высокого уровня развития каждого из способов формообразования, позволяющих получать отдельные заготовки высокого качества из нужных материалов. Например, корпус, получаемый литьем, должен быть изготовлен из стали, обладающей хорошей свариваемостью. Штампованные детали желательно выполнять из материалов того же состава, что и литые, упрощая тем самым сварку однородных материалов.
В определенных случаях необходимо соединение в единой конструкции деталей, выполненных из материалов с различными рабочими характеристиками. Примером может служить ротор газовой турбины, состоящий из вала, выполненного из высокопрочной стали и диска, на котором крепятся лопатки турбины, изготовленные из специальной жаропрочной стали либо точным литьем, либо штамповкой. В этом случае необходимо выполнять сварку разнородных материалов, что существенно усложняет процесс.
При проектировании комплексной технологии в основу может быть положен принцип увеличения производительности, уменьшения энергозатрат и материалоемкости, определяющий экономическую эффективность. Комплексная технология предусматривает необходимость увязки стыковочных сопряжений по размерам и толщине. Основными типами сварных соединений (рис. 46) являются стыковые (рис. 46, а), нахлесточные (рис. 46, б), тавровые (рис. 46, в) и угловые (рис. 46, г).
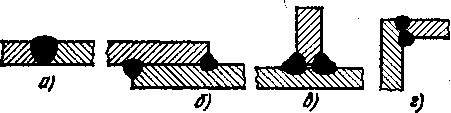
Рис. 43. Основные типы сварных швов
При сварке заготовок больших толщин необходимо обрабатывать соединяемые кромки для получения провара по всему сечению (рис. 47). Необходимо предусматривать возможность применения в месте стыка свариваемых заготовок автоматизированных методов сварки. Для этого швы должны быть достаточно протяженными и непрерывными, а соединяемые сечения – одинаковыми по толщине.
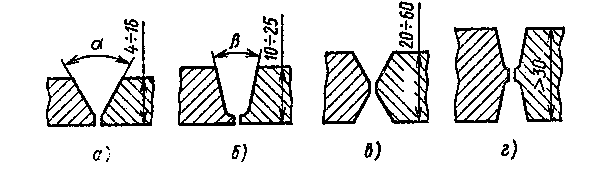
Рис.44. Формы подготовки кромок под сварку
а–V-образная;б–U-образная; в –Х– образная;г– двухсторонняяХ– образная
Следует предусматривать возможность свободного доступа ко всем швам в процессе не только сварки, но и последующего осмотра и контроля. Выбранный метод должен обеспечивать помимо необходимых прочностных и эксплуатационных свойств конструкции минимальную ее деформацию в процессе сварки, что зависит от жесткости конструкции, режима сварки и толщин соединяемых элементов. При увеличении деформации необходимо назначать большие припуски на обработку резанием. Уменьшить сварочные деформации можно, установив определенную последовательность наложения швов, дополнительные ребра жесткости, прочно закрепив свариваемые заготовки, выполнив предварительное деформирование обратного знака и другими приемами, усложняющими и удорожающими сварку.
При последующей обработке резанием сварных конструкций с большими собственными напряжениями следует учитывать, что снятие слоя металла приводит к нарушению взаимно уравновешенного поля напряжения в конструкции, в результате чего после снятия с закрепляющих приспособлений она может самопроизвольно деформироваться. Чтобы избежать дополнительных деформаций в процессе обработки элементов сварной конструкции резанием, рекомендуется предварительно снять или уменьшить собственные напряжения соответствующей термической обработкой