

Глава 10 Обработка заготовок деталей машин
10.1. 1. Кинематика резания
Обработка металлов резанием основана на срезании лезвийным или абразивным режущим инструментом с поверхностей заготовки слоя материала (стружки) для получения необходимой геометрической формы, точности размеров, взаиморасположения и шероховатости поверхностей детали. Слой материала, срезаемый с заготовки, называют припуском. Чтобы с заготовки срезать слой материала, необходимо режущему инструменту и заготовке сообщить относительные движения. Инструмент и заготовку устанавливают и закрепляют в рабочих органах станка, обеспечивающих эти относительные движения: в шпинделе, на столе, в револьверной головке, инструментальном магазине. Движения рабочих органов станков делят на движения резания, установочные и вспомогательные. Движения, которые обеспечивают срезание с заготовки слоя металла или вызывают изменение состояния обработанной поверхности заготовки, называют движениями резания. К ним относят главное движение резания и движение подачи.
За главное принимают движение, которое определяет скорость деформирования и отделения стружки, за движение подачи – движение, которое обеспечивает непрерывность врезания режущей кромки инструмента в материал заготовки. Эти движения могут быть непрерывными или прерывистыми, вращательными, поступательными, возвратно-поступательными. Скорость главного движения резания обозначают V, скорость движения подачи – S. Движения, обеспечивающие взаимное положение инструмента и заготовки для срезания с нее определенного слоя материала, называют установочными. К вспомогательным движениям относят транспортирование заготовки, закрепление заготовки и инструмента, быстрое перемещение рабочих органов станка, переключение скоростей движения резания и движения подачи и т. д.
Формообразование поверхности заготовки можно представить схемой обработки. На схеме условно изображают обрабатываемую заготовку, ее установку и закрепление на станке, закрепление и положение инструмента относительно заготовки, а также движения резания (рис. 51). Инструмент показывают в положении, соответствующем окончанию обработки поверхности заготовки. Обработанную поверхность выделяют другим цветом или утолщенными линиями. На схемах обработки показывают характер движений резания, например, вращательное, возвратно-поступательное. Закрепление заготовки показывают полуконструктивно (рис. 51, а, д) или условными знаками (рис. 51, б÷г) в соответствии со стандартом.
В процессе резания на заготовке различают (рис. 51, а) обрабатываемую поверхность 1, с которой срезается припуск, обработанную поверхность 3, с которой припуск срезан, и поверхность резания 2, образуемую в процессе обработки главной режущей кромкой инструмента.
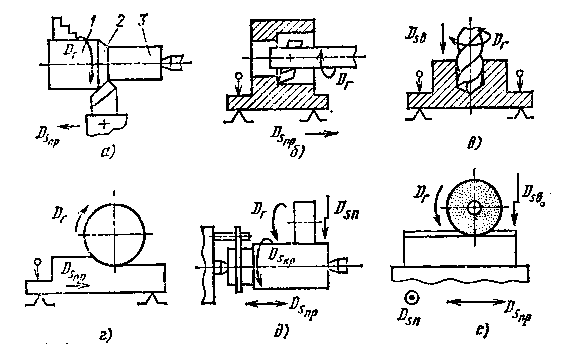
Рис. 51. Элементы схем обработки заготовок точением (а),
растачиванием (б), сверлением (в), фрезерованием (г),
шлифованием на круглошлифовальном (д)
и плоскошлифовальном (е) станках
10.1.2. Методы формообразования поверхностей
Пространственную форму детали определяет сочетание различных поверхностей. Для облегчения обработки заготовки конструктор стремится использовать наиболее простые геометрические поверхности: плоские, круговые цилиндрические и конические, шаровые, торовые, геликоидные. Любая геометрическая поверхность представляет собой совокупность последовательных положений следов производящей линии, называемой образующей, движущейся по другой производящей линии, называемой направляющей. Например, для образования круговой цилиндрической поверхности необходимо прямую линию (образующую) перемещать по окружности (направляющей).
При обработке поверхностей на металлорежущих станках образующие и направляющие линии в большинстве случаев являются воображаемыми. Они воспроизводят во времени комбинацией движений заготовки и инструмента, скорости которых строго согласованы. Движения резания являются формообразующими. Механическая обработка заготовок деталей машин реализует в основном четыре метода формообразования поверхностей: копирования, следов, касания и обкатки.
Образование поверхностей методом копирования состоит в том, что режущая кромка инструмента является реальной образующей линией 1 (рис. 52, а). Направляющая линия 2 воспроизводится во времени вращением заготовки. Здесь формообразующим является главное движение резания. Движение подачи необходимо для того, чтобы получить геометрическую поверхность определенного размера. Метод копирования используют при обработке фасонных поверхностей деталей на различных металлорежущих станках: токарных, фрезерных, протяжных.
Образование поверхностей по методу следов заключается в том, что образующая линия 1 является траекторией движения точки вершины главной режущей кромки инструмента, а направляющая линия 2 – траекторией движения точки заготовки (рис. 52, б). Здесь формообразующими являются движения резания. Этот метод формообразования поверхностей деталей распространен наиболее широко.
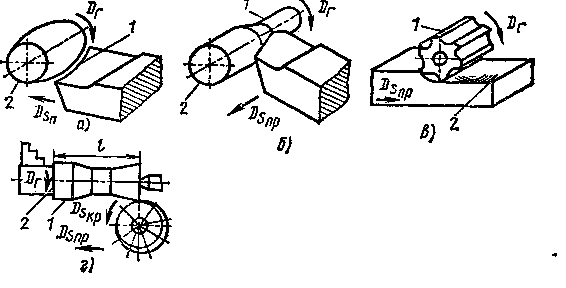
Рис. 52. Схемы формообразования поверхностей
Образование поверхностей по методу касания состоит в том, что образующей линией 1 является режущая кромка инструмента (рис. 50, в), а направляющей линией 2 поверхности служит касательная к ряду геометрических вспомогательных линий – траекториям точек режущей кромки инструмента. Здесь формообразующим является движение подачи.
Образование поверхностей по методу обкатки заключается в том, что направляющая линия 2 воспроизводится вращением заготовки. Образующая линия 1 получается как огибающая ряда последовательных положений режущей кромки инструмента относительно заготовки (рис. 52, г) вследствие согласования скорости главного движения резания со скоростью движения подачи. Скорости движения согласуются так, что за время прохождения круглым резцом расстояния l резец делает один полный оборот относительно своей оси вращения. Здесь все три движения являются формообразующими.