

7.4. Способы изготовления отливок
Основными способами изготовления отливок является литье в песчаные формы, по выплавляемым моделям, в оболочковые формы, в кокиль, под давлением и центробежное. Указанными способами можно изготовлять отливки в разовые формы (литье в песчаные формы, по выплавляемым моделям и в оболочковые формы) и в многоразовые металлические формы (литье в кокиль, под давлением и центробежное).
7.4.1. Изготовление отливок в разовых песчаных формах
Сущность способа литья в песчаные формы заключается в получении отливок из расплавленного металла, затвердевшего в формах, изготовленных из формовочных смесей путем уплотнения с использованием модельного комплекта. После затвердевания залитого металла и охлаждения отливки производят ее выбивку, очистку и обрубку.
Литейная форма (рис. 21, а) представляет собой систему элементов, образующих рабочую полость, в которую заливают расплавленный металл. Литейная форма обычно состоит из верхней 2 и нижней полуформ, которые изготовляют в литейных опоках 7 – приспособлениях для удержания формовочной смеси. Верхнюю и нижнюю полуформы взаимно ориентируют при помощи металлических штырей 4, которые вставляют в отверстия приливов у опок. Для образования полостей, отверстий или иных сложных контуров в формы устанавливают литейные стержни 3, которые фиксируют при помощи выступов, входящих в соответствующие впадины в полости формы. Для подвода расплавленного металла в полость литейной формы, обеспечения ее заполнения и питания отливки при затвердевании изготовляют литниковую систему 5 и 6.
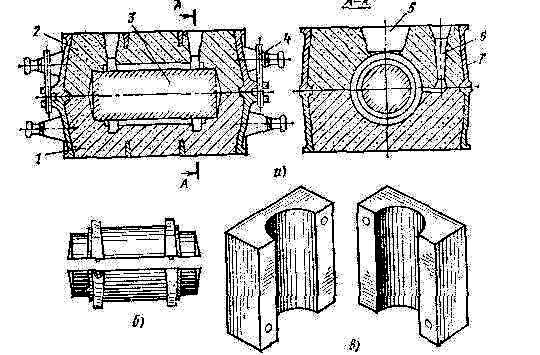
Рис. 21. Эскизы литейной формы и модельной оснастки
а – литейной формы; б — модели; в — стержневого ящика
Формовочные и стержневые смесииспользуют для изготовления литейных форм. В качестве исходных формовочных материалов используют формовочной кварцевый песок различной зернистости, литейные формовочные глины и вспомогательные материалы (мазут, графит, тальк, древесную муку и др.). Формовочные смеси представляют собой многокомпонентное сочетание материалов, соответствующее условиям технологического процесса изготовления литейных форм. Их подразделяют на смеси для стальных, чугунных и цветных сплавов. Для изготовления отливок используют облицовочные, наполнительные и единые смеси.
Облицовочной называют смесь, из которой изготовляют рабочий слой формы. Рабочим называют слой, соприкасающийся с расплавленным металлом, и его наносят на литейную модель слоем толщиной 15÷30 мм. Такая смесь содержит 50÷90% свежих формовочных материалов, а остальные 50÷10% – оборотная смесь, подготовленная для повторного употребления в качестве составляющей части формовочной смеси. Наполнительной называют смесь, используемую для наполнения формы после нанесения на поверхность модели облицовочного слоя. В состав наполнительной смеси обычно входит 90÷98% оборотной смеси и 10÷2% свежих формовочных материалов. Единой называют смесь, используемую одновременно в качестве облицовочной и наполнительной смесей. В состав этой смеси входит 85÷90% оборотной смеси и 15÷10% свежих формовочных материалов. Единую смесь используют при механизированном производстве отливок.
Стержневые смеси представляют собой многокомпонентное сочетание материалов, соответствующих условиям технологического процесса изготовления неметаллических литейных стержней. Стержневые смеси для сложных стержней приготовляют из кварцевого песка с добавкой различных связующих материалов (олифы, сульфитно-спиртовой барды, синтетических смол и т.д.). Для простых крупных стержней используют кварцевый песок с добавкой глины. Чтобы стержень не пригорал к отливке, в смесь вводят уголь, графит, мазут, а для обеспечения податливости стержней – древесные опилки и торф.
Широко применяют жидкие самотвердеющие смеси, обладающие способностью течь после приготовления и самопроизвольно отвердевать и упрочняться по всему объему. Такие смеси в течение 8 ÷ 12 мин. После приготовления обладают подвижностью а через 30÷50 мин после заполнения стержневого ящика затвердевают. Формовочные и стержневые смеси должны обладать достаточной прочностью, высокой газопроницаемостью, пластичностью, достаточной огнеупорностью и податливостью, пониженной газотворной способностью и другими свойствами.
Для образования рабочей полости литейной формы используют модельный комплект – приспособления, включающие литейную модель, стержневые ящики (один или несколько), модельные плиты, модели литниковой системы. Литейная модель (рис. 21, б) – приспособление, при помощи которого в литейной форме получают отпечаток, соответствующий конфигурации и размерам отливки. Модели бывают неразъемные, разъемные и специальные. Стержни нужных размеров и форм получают в стержневых ящиках (рис.21, в). Рабочая полость ящика заполняется стержневой смесью. Стержневые ящики бывают неразъемные и разъемные. Модельная плита позволяет оформить разъем литейной формы. На ней располагают различные части модели, включая модели литниковой системы, и набивают одну из парных опок.
Каналы и элементы 6 (рис. 20,а), служащие для подвода расплавленного металла, называютлитниковой системой, которая также питает отливки при затвердевании. Она состоит: излитниковой чашидля приемки расплавленного металла и подачи его в форму;стояка,в виде вертикального или наклонного канала, для подачи металла из литниковой чаши непосредственно в рабочую полость формы или к другим элементам системы. Шлакоуловительслужит для удержания шлака и других неметаллических примесей. Через питатель расплавленный металл подводится в полость литейной формы. Для вывода газов, контроля заполнения формы расплавленным металлом и питания отливки при ее затвердевании служитвыпор 5, который выполняют в верхней полуформе.