

8.2. Физико-механические основы обработки давлением
Для правильного выбора машин, проектирования технологических процессов и рациональной геометрии инструмента необходимо знание физико-механических основ обработки давлением. Обработка давлением основана на пластичности материалов, то есть их способности получать пластические деформации. Как упругие, так и пластические деформации осуществляются в твердых телах в результате относительного смещения атомов. При упругих деформациях смещения атомов из положений равновесия небольшие и они увеличиваются пропорционально увеличению сил, вызвавших это смещение (закон Гука). С ростом величины упругих деформаций потенциальная энергия твердого тела возрастает до определенного предела, после чего атомы смещаются на расстояния, больше межатомных, и остаются в новых положениях устойчивого равновесия. Сумма таких смещений создает пластическую деформацию или же остаточное изменение формы и размеров твердого тела в результате действия внешних сил.
Величину формоизменения оценивают степенью деформации ἑ. Силы взаимосвязи атомов противостоят действию внешних сил, и поэтому твердое тело оказывает сопротивление деформированию. Последнее, характеризуют величиной удельного усилия (напряжения σ), вызывающего пластическую деформацию при данных условиях деформирования. Напряжения и деформации в объеме деформируемого тела распределены неравномерно. Напряжения на поверхностях контакта можно рассчитать методами, известными из теории обработки давлением. Если нормальное напряжение σи (направленное перпендикулярно к контактной поверхности) постоянно по всей поверхности контакта заготовки 1 с инструментом 2 (рис. 29, а) или заменено его средней величиной σср в случае σср неравномерного распределения <хн по контактной поверхности, то деформирующее усилие
Р=σ F или Р=σcpF,
где: F – площадь проекции контактной поверхности на плоскость, перпендикулярную к направлению деформирующего усилия. Определение деформирующего усилия требуется для выбора машин для обработки давлением и для расчета инструмента на прочность.
Сопротивление деформированию и пластичность металла зависят от его химического состава, температуры, скорости деформации и схемы нагружения. Так, с повышением содержания углерода и легирующих элементов в стали, ее пластичность понижается, а сопротивление деформированию растет. Повышение температуры приводит к увеличению пластичности металла и снижению его сопротивления деформированию, что часто используют, применяя нагрев заготовок перед обработкой давлением. Повышение скорости деформации (изменение степени деформации в единицу времени) снижает пластичность и увеличивает сопротивление деформированию, однако при очень высоких скоростях (например, при электромагнитной и взрывной штамповке) для многих металлов допустимы чрезвычайно большие степени деформации без разрушения. Схема нагружения, создающая всестороннее неравномерное сжатие заготовки, способствует повышению пластичности металла и его сопротивления деформированию. Поэтому, например, в процессах прессования металл проявляет большую способность к пластической деформации, чем при волочении.
Пластичность, а, следовательно, и технологические возможности обработки давлением следует рассматривать не как неизменное свойство какого-либо материала, а как его состояние, зависящее от условий обработки. Следует создавать комплекс условий (мелкозернистая структура металла, соответствующие температура и скорость деформации), в которых некоторые металлы переходят в состояние сверхпластичности.
Процессы обработки давлением в состоянии сверхпластичности, позволяют осуществлять огромные деформации металлов и сплавов при пониженном сопротивлении их деформированию. При этом несколько технологических операций совмещают в одной операции и для обработки давлением используют менее мощное оборудование. Дальнейшее совершенствование технологии обработки давлением базируется на глубоком изучении природы пластической деформации.
Холодная пластическая деформация металлов возникает в результате изменения формы и размеров зерен (внутрикристаллитная деформация) и их относительного перемещения (межкристаллитная деформация). В первом случае деформирование проходит по самим зернам (рис. 29, а), во втором – по границам зерен. Основную роль в процессах пластического формообразования играет внутрикристаллитная деформация, так как при межкристаллитной холодной деформации возникают повреждения и трещины на границах зерен.
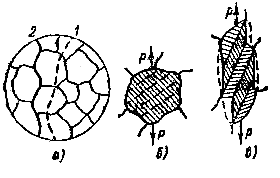
Рис. 29. Схемы деформирования зерен материала
Внутрикристаллитное деформирование происходит в большинстве случаев скольжением. При действии на зерно силы Р (рис. 29, б) на плоскостях, наклоненных к направлению этой силы, возникают касательные напряжения, стремящиеся сдвинуть части зерна относительно друг друга. При достижении критической величины касательного напряжения произойдет скольжение – параллельное смещение тонких слоев кристаллита относительно смежных слоев по плоскостям скольжения (рис. 28, в), которые наблюдаются на поверхности деформированного металла в виде тонких линий. Более глубоко процесс скольжения можно объяснить с помощью теории дислокаций.
Межкристаллитное деформирование – это смещение и взаимный поворот зерен относительно друг друга без нарушения сплошности металла. В результате холодного деформирования зерна металла дробятся и вытягиваются в направлении пластического течения металла, образуя полосчатую микроструктуру. Вместе с зернами вытягиваются и неметаллические включения на их границах, образуя волокнистое строение металла. Искажение кристаллической решетки приводит к возникновению напряжений в металле, изменению механических и физико-химических свойств металла, называемому упрочнением (наклепом). При наклепе возрастает прочность и твердость, снижается пластичность, меняется электропроводность, магнитная проницаемость металла и т. д.
При нагреве холоднодеформированного металла и деформировании нагретого металла в нем происходят разупрочняющие процессы, называемые возвратом и рекристаллизацией. Возврат для чистых металлов проявляется при температуре выше 0,ЗТпл и выше. Увеличение амплитуды тепловых колебаний атомов искаженной кристаллической решетки позволяет им вернуться в положение устойчивого равновесия, и остаточные напряжения в металле снимаются. При этом несколько увеличивается пластичность, а полосчатая и волокнистая структура металла не меняется.
Рекристаллизация происходит при увеличении температуры до 0,4Тпл для чистых металлов. При этом подвижность атомов достаточна для их перегруппировок, приводящих к возникновению и росту новых равноосных зерен с неискаженной кристаллической структурой взамен деформированных. Наклеп полностью снимается, полосчатая структура переходит в равноосную, а волокнистая структура сохраняется, так как вытянутые неметаллические включения не подвергаются рекристаллизации. Если в процессе деформирования рекристаллизация успевает полностью произойти, деформацию называют горячей.
Обработка давлением существенно влияет на свойства материала. Она позволяет улучшить качество литого металла, так как литая дендритная структура преобразуется в относительно мелкое равноосное зерно. При горячей деформации ликвидируются пустоты и микротрещины внутри слитка, уменьшается его ликвация (неоднородность химического состава) вследствие значительных перемещений слоев металла.
Волокнистое строение деформированного металла приводит к анизотропии его свойств (прочность и ударная вязкость металла вдоль его волокон выше, чем поперек), поэтому течение металла при обработке давлением следует направлять так, чтобы волокна совпадали с направлением наибольших напряжений в детали при ее эксплуатации. Например, при изготовлении коленчатых валов штамповкой прочность его на 10÷15% выше прочности вала, полученного обработкой резанием. Для некоторых изделий волокнистость нежелательна. В таких случаях ее устраняют частично или полностью многократным изменением направления течения металла в процессе его деформирования (например, прокаткой листов в продольном, поперечном направлении и по диагонали). Наклеп при холодной деформации в 1,5÷2 раза увеличивает прочность и твердость металла при одновременном снижении его пластичности, поэтому в некоторых случаях изделия специально подвергают упрочняющему деформированию. Учитывая явления, оказывающие влияние на качество металла при пластическом деформировании и сознательно управляя ими, можно создавать такие условия обработки давлением, при которых получаемые детали будут обладать наилучшими служебными качествами.