

10.4. Физическая сущность резания
Резание металлов – сложный процесс взаимодействия режущего инструмента и заготовки, сопровождающийся определенными физическими явлениями, например, деформированием срезаемого слоя металла. Упрощенно резание можно представить в виде следующей схемы. В начальный момент резания, когда движущийся резец под действием силы Р (рис. 56) вдавливается в металл, в срезаемом слое возникают упругие деформации. При дальнейшем движении резца упругие деформации, увеличиваясь по абсолютному значению, переходят в пластические. В прирезцовом срезаемом слое материала заготовки возникает сложное упруго-напряженное состояние. В плоскости, перпендикулярной траектории движения резца, возникают нормальные напряжения ву, а в плоскости, совпадающей с траекторией движения резца, – касательные напряжения т*. В точке А приложения действующей силы Р значение ъх наибольшее, а по мере удаления от точки А уменьшается. Нормальные напряжения оу вначале действуют как растягивающие, а затем быстро уменьшаются и, переходя через нуль, превращаются в напряжения сжатия.
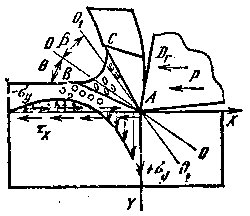
Рис. 56. Схема упруго-напряженного состояния металла заготовки при обработке резанием
Срезаемый слой металла находится под действием внешней силы Р, а также касательных и нормальных напряжений. Сложное упруго-напряженное состояние металла приводит к пластическому деформированию его, то есть к смещению частей кристаллов относительно друг друга (сдвиговые деформации). Сдвиговые деформации происходят в зоне стружкообразования АВС, причем деформирование начинается в плоскости АВ и заканчивается в плоскости АС, в которой завершается разрушение кристаллов, т. е. сдвигается элементарный объем металла и образуется стружка.
Далее процесс повторяется и образуется следующий элемент стружки.
Характер деформирования срезаемого слоя зависит от физико-механических свойств материала обрабатываемой заготовки, геометрических параметров инструмента, режима резания, условий обработки.
10.5. Силовое взаимодействие инструмента и заготовки
Деформирование и срезание с заготовки слоя металла происходит под действием внешней силы Р, приложенной со стороны инструмента к обрабатываемой заготовке. Работа, затрачиваемая на деформирование и разрушение материала заготовки, расходуется на упругое и пластическое деформирование металла, его разрушение, преодоление сил трения задних поверхностей лезвия инструмента о заготовку, и стружки о переднюю поверхность лезвия инструмента.
В результате сопротивления металла деформированию возникают реактивные силы, действующие на режущий инструмент. Реактивные силы – это силы упругого (Ру1 и Руа) и пластического (Рп1 и Рп2) деформирования, векторы которых направлены перпендикулярно к передней и главной задней поверхностям лезвия резца (рис. 57, а). Наличие нормальных сил обусловливает возникновение сил трения (Т1 и Т2), направленных вдоль передней и главной задней поверхностей лезвия инструмента. Указанную систему сил приводят к равнодействующей силе резания:
R=Pn+P72+Pa1+Paz+T1+T2.
Считают, что точка приложения силы R находится на главной режущей кромке инструмента (рис. 57, б). Абсолютная величина, точка приложения и направление в пространстве равнодействующей силы резания R в процессе обработки являются переменными. Это можно объяснить неоднородностью структуры металла обрабатываемой заготовки, переменной поверхностной твердостью материала заготовки, непостоянством срезаемого слоя металла, наличием штамповочных и литейных уклонов, изменением углов γ и а в процессе резания. Для расчетов прочности инструментов, узлов станка и т. п. используют не равнодействующую силы резания, а ее составляющие, действующие по трем взаимно перпендикулярным направлениям – координатным осям металлорежущего станка.
Для токарно-винторезного станка ось X – линия центров станка, ось Y – горизонтальная линия, перпендикулярная линии центров станка, ось Z – линия, перпендикулярная плоскости ХОУ.
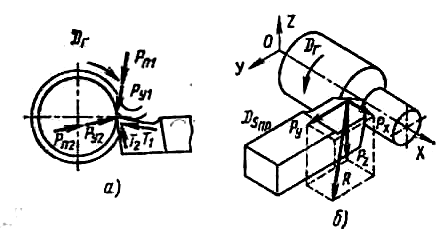
Рис. 57. Силы, возникающие в процессе резания:
а – схема сил, действующих на резец; б – разложение силы резания на составляющие
Составляющая силы резания Рг действует в плоскости резания в направлении главного движения по оси Z. По силе Рг определяют крутящий момент на шпинделе станка, эффективную мощность резания, деформацию изгиба заготовки в плоскости ХОZ, изгибающий момент, действующий на стержень резца, и величину его отжатия от заготовки, а также ведут динамический расчет механизма коробки скоростей станка. Радиальная составляющая силы резания Ру действует в плоскости ХОУ, перпендикулярной оси заготовки. По силе Ри определяют упругое отжатие резца от заготовки и деформацию изгиба заготовки в плоскости ХОУ. Осевая составляющая силы резания Рх действует в плоскости ХОУ вдоль оси заготовки. По силе Рх рассчитывают механизм подачи станка, а также изгибающий момент, действующий на стержень резца.
По деформации заготовки, возникающей под действием сил Рг и Ру, рассчитывают ожидаемую точность размерной обработки заготовки и погрешность ее геометрической формы. По суммарному изгибающему моменту под действием сил Рг и Рх рассчитывают стержень резца на прочность и т. д.
Упруго-пластическое деформирование металла приводит к возникновению в поверхностном слое заготовки остаточных напряжений, которые могут быть растягивающими или сжимающими. Напряжения растяжения снижают предел выносливости материала заготовки, так как приводят к появлению микротрещин в поверхностном слое, развитие которых ускоряется под действием коррозионной среды. Напряжения сжатия, напротив, повышают предел выносливости деталей. Неравномерная релаксация остаточных напряжений искажает геометрическую форму обработанных поверхностей, увеличивает отклонения их взаимного расположения и размеров. Следовательно, окончательную обработку поверхностей заготовок следует вести такими методами и в таких условиях, чтобы остаточные напряжения отсутствовали или были минимальны. Целесообразно, чтобы в поверхностном слое возникали напряжения сжатия. Можно снизить напряжения, применяя, например, электрохимическую обработку, а для получения в поверхностном слое сжимающих напряжений можно рекомендовать обработку пластическим деформированием, например, обкатку поверхностей заготовок стальным закаленным роликом или шариком.
Условно поверхностный слой обработанной заготовки можно разделить на три зоны (рис. 58, а):
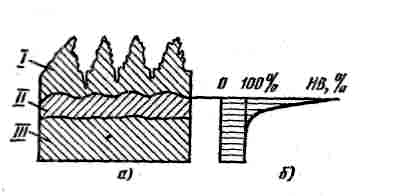
Рис.56. Поверхностный слой материала заготовки:
а – строение; б – эпюра изменения твердости
I – зона разрушенной структуры с измельченными зернами, резкими искажениями кристаллической решетки и большим количеством микротрещин; ее следует обязательно удалять при каждой последующей обработке поверхности, заготовки; II – зона наклепанного металла; III – основной металл. В зависимости от физико-механических свойств материала обрабатываемой заготовки и режима резания глубина наклепанного слоя составляет несколько мм при черновой обработке, а также сотые и тысячные доли мм при чистовой обработке. Пластичные металлы подвергаются – большему упрочнению, чем твердые (рис. 58, б).
Наклеп обработанной поверхности можно рассматривать как благоприятное явление, если возникающие остаточные напряжения являются сжимающими. Однако наклеп, полученный при черновой обработке, отрицательно влияет на резание при последующей чистовой обработке, когда срезаются тонкие стружки (развертывание, протягивание). В этом случае инструмент обрабатывает поверхность повышенной твердости, что приводит к его быстрому затуплению, а шероховатость поверхности увеличивается.