

8.3.Холодная штамповка
Холодная штамповка ÷ это формообразование деталей в штампах холодной пластической деформацией металла заготовки при комнатной температуре. Холодная штамповка является одним из наиболее прогрессивных методов получения качественных заготовок в машиностроительной, приборостроительной, электротехнической и других отраслях промышленности. Она обеспечивает достаточно высокую точность и малую шероховатость поверхности заготовок при малых отходах металла и низкой трудоемкости и себестоимости их изготовления. Производительность автоматической холодной штамповки достигает нескольких сотен заготовок в минуту.
Возможность осуществления процессов холодной штамповки и качество готовых заготовок во многом определяет качество исходного материала. В металлургических процессах выплавки металла нужно обеспечить его необходимый химический состав и отсутствие загрязнений металла. Технологические режимы прокатки и термообработки заготовок должны способствовать получению равномерной мелкозернистой структуры металла. Нужно обеспечить правильные условия хранения металла на складе и каждую новую партию металла проверить на штампуемость. Чем больше штампуемость металла, тем более сложные изделия и с наименьшими трудностями можно получить из него холодной штамповкой.
Большое значение имеет подготовка поверхности заготовок: удаление окалины, загрязнений и поверхностных дефектов. Заготовки обычно смазывают для снижения усилий штамповки, повышения стойкости инструмента, обеспечения качества поверхности и предотвращения трещин и других дефектов деталей. Для создания прочного разделительного слоя между инструментом и заготовкой поверхность последней покрывают промежуточным слоем (например, фосфатированне, омеднение, цинкование и др.).
В процессах холодной штамповки непрерывно меняется не только форма, но и структура металла и его физико-механические характеристики. Возникающий при этом наклеп металла в некоторых случаях ограничивает возможности формообразования, поэтому процессы холодной штамповки часто выполняют за несколько технологических переходов с постепенным приближением к окончательной форме и размерам готовых деталей и с промежуточным отжигом металла для восстановления его пластических свойств.
В зависимости от характера деформирования и конструкции штампов, которые определяют тип штампуемой заготовки, холодную штамповку делят на объемную (сортового металла) и листовую (листового металла). Объемную штамповку выполняют на прессах или специальных холодноштамповочных автоматах. Ее основными разновидностями являются: высадка, выдавливание и объемная формовка.
8.3.1. Высадка
Высадка это – осадка части заготовки, то есть образование местных утолщений требуемой формы, например, головок болтов, винтов и заклепок. Можно высаживать утолщения, концентричные и эксцентричные относительно оси стержня, как на концевых, так и на срединных участках заготовок. Заготовкой обычно служит холоднотянутый материал в виде проволоки или прутка диаметром 0,5÷50 мм из черных и цветных металлов. Высадкой изготовляют стандартные и специальные крепежные детали, а также другие детали массового производства, например, кулачки и зубчатые колеса заодно с валом, детали электронной аппаратуры, электрические контакты и т. п. При высадке за один удар отношение длины высаживаемой части заготовки к ее диаметру должно быть не более 2,5÷2,8. В противном случае возможен изгиб, поломка заготовки или образование головки неправильной формы.
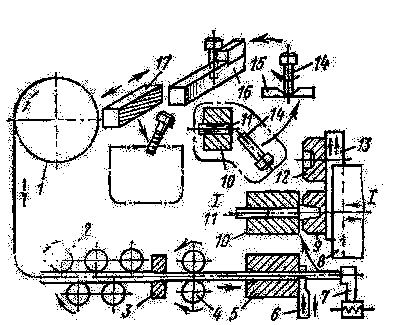
Рис. 30. Технологическая схема штамповки на холодновысадочном автомате
Высадку выполняют на холодновысадочных автоматах различных конструкций. Рассмотрим последовательность изготовления крепежных деталей на двухударном автомате с цельными матрицами – инструментами в виде углубленных форм (рис. 30). Проволока из бунта (мотка) 1 проходит через правильное устройство 2 и затем калибруется протягиванием через фильеру 3 для получения более точного диаметра и улучшения качества поверхности. Затем она смазывается и валками 4 подается через отрезную матрицу 5 до упора 7. Нож 6 отрезает заготовку требуемой длины, определяемой положением регулируемого упора 7, и переносит ее на линию высадки. Предварительный (черновой) инструмент – пуансон 9 заталкивает заготовку в матрицу 10 до упора и производит первую высадку (первый удар). Затем на линию высадки перемещается окончательный пуансон 12 и производит вторую высадку (второй удар), после чего выталкиватель 11 удаляет из матрицы 10 полуфабрикат 14. Рабочие ходы ползуна 8, перемещения пуансонов на салазках 13 и срабатывание выталкивателя 11 осуществляются механической системой валов, зубчатых передач и кулачковых механизмов. После высадки следует операция заострения – снятие фаски резцами 15 и накатка резьбы плоской подвижной 17 и неподвижной 16 плашками. Канавки на плашках, точно соответствующие профилю резьбы, заполняются в результате пластического течения металла при внедрении резьбовых гребней плашек в поверхность заготовки. Получают резьбу повышенной прочности и достаточно точной при высокой производительности процесса и экономии металла. Также эффективно накаткой получают различные рифления, шлицы на валах, мелкие зубья и т. п. Подрезку торцов, заострение и накатку резьбы производят на отдельных станках или соответствующими операциями на автоматах-комбайнах, выпускающих окончательно обработанные детали. Шестигранные головки болтов получают обрезкой граней у круглых высаженных головок на обрезных автоматах или высадкой готовых шестигранников, однако из-за затрудненного течения металла в этом случае снижается стойкость инструмента и возможен брак.