

1.2. Дефекты в кристаллах и их влияние на свойства материалов
Строение и свойства реальных кристаллов отличаются от идеальных, представленных на рис. 1, вследствие наличия в них дефектов, которые подразделяют на поверхностные и внутренние. Реальный единичный кристалл обладает свободной (наружной) поверхностью, на которой уже вследствие поверхностного натяжения решетка будет искажена. Это искажение может распространяться и на прилегающую к поверхности зону.
Дефекты внутреннего строения подразделяют на нульмерные (точечные), одномерные – линейные и двухмерные, то есть развитые в двух направлениях. К точечным дефектам относятся: вакансии в случае, когда отдельные узлы кристаллической решетки не заняты атомами; дислоцированные атомы, когда отдельные атомы оказываются в междоузлиях, или примесные атомы, количество которых даже в чистых металлах весьма велико. Около таких дефектов решетка будет упруго-искаженной на расстоянии одного, двух ее периодов (рис. 5, а). Хотя относительная концентрация точечных дефектов может быть невелика, они вызывают чрезвычайно большие изменения физических свойств кристалла. Например, тысячные доли атомного процента примесей к чистым полупроводниковым кристаллам изменяют их электрическое сопротивление в 105÷106 раз.
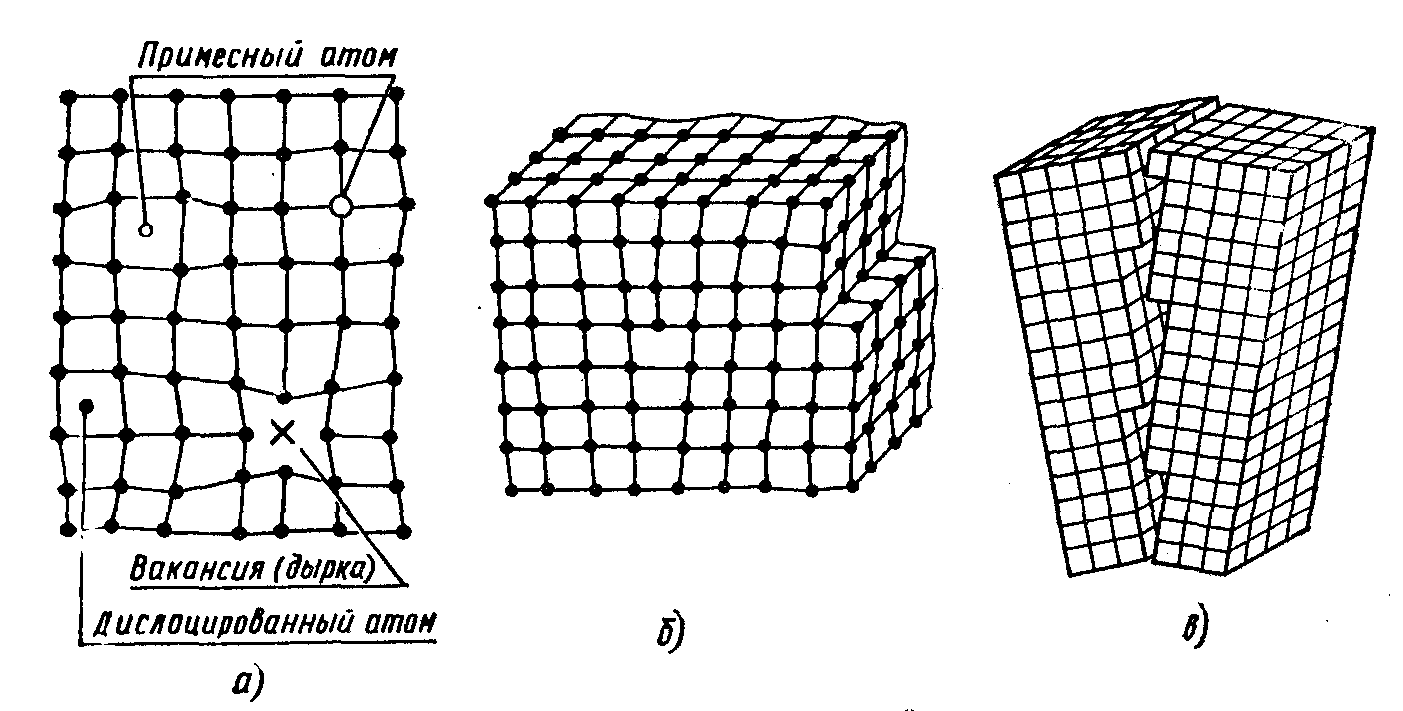
Рис.5. Дефекты кристаллической решетки:
а – точечные; б – линейные; в – двухмерные (плоскостные)
Линейные дефекты малы в двух измерениях кристаллической решетки и достаточно велики в третьем. К таким дефектам относятся смещения атомных плоскостей или дислокации и цепочки вакансий (рис. 5, б). Важнейшим свойством таких дефектов является их подвижность внутри кристалла и активное взаимодействие между собой и с другими дефектами.
Плотность дислокаций в кристаллах велика: в недеформированных кристаллах их количество на 1 см2 достигает 106÷108; при пластической деформации происходит возникновение новых дислокаций, и это число увеличивается в тысячи раз. Двухмерные дефекты характерны для поликристаллических материалов, то есть для материалов, состоящих из большого количества мелких кристаллов, различно ориентированных в пространстве.
Граница сросшихся при затвердевании кристаллов представляет собой тонкую, до 10 атомных диаметров, зону с нарушением порядка в расположении атомов. В поликристаллическом теле границы отдельных кристаллов имеют криволинейные поверхности разделов, а сами кристаллы – неправильную форму. Поэтому их в отличие от правильно ограниченных кристаллов называют кристаллитами или зернами. Зерна поликристалла при затвердевании растут из различных центров кристаллизации и ориентация осей кристаллических решеток соседних зерен различна. Зерно металла состоит из отдельных блоков, ориентированных один по отношению к другому под небольшим углом. Границы между ними представляют собой обычно скопления дислокаций (рис. 5, в). Поверхностные дефекты малы только в одном направлении; в двух других они могут достигать размера кристаллита.
Влияние дефектов строения на свойства материалов огромно. Например, прочность реальных кристаллов на сдвиг из-за наличия дефектов строения уменьшается на три-четыре порядка по сравнению с той же характеристикой идеального кристалла. Влияние дефектов строения на прочностные характеристики металлов не однозначно. Из представленной на рис. 6 зависимости видно, что прочность практически бездефектных кристаллов (так называемых, «усов») очень высока. Увеличение количества дефектов строения в 1 см3 приводит к резкому снижению прочности. Точка перегиба кривой характеризует прочность металлов, которые принято называть «чистыми». Дальнейшее увеличение дефектов, например, введением легирующих примесей или методами специального искажения кристаллической решетки повышает реальную прочность металлов. Для создания наиболее прочных материалов стараются получить оптимальное количество дефектов. Наибольшее упрочнение достигается при плотности дислокаций 1012—1018 на 1 см3.
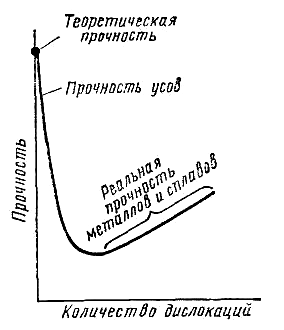
Рис. 6. Зависимость прочности кристаллического тела от плотности дефектов строения
Кроме влияния на прочностные характеристики дефекты решетки играют большую роль в процессах диффузии и самодиффузии, которые во многом определяют скорости протекания химических реакций в твердом теле, а также ионную проводимость кристаллов. Дефекты кристаллической решетки, распределенные необходимым образом по объему кристалла, позволяют создавать в одном образце области с различными типами проводимости, что является необходимым при изготовлении некоторых полупроводниковых элементов.