

12.2. Режущий инструмент и приспособления для обработки заготовок на токарных станках
Многообразие видов поверхностей заготовок, обрабатываемых на станках токарной группы, привело к созданию большого числа типов токарных резцов. Главным принципом классификации резцов является их технологическое назначение. Различают резцы: проходные прямые и упорные для обтачивания наружных цилиндрических и конических поверхностей, расточные проходные и упорные – для растачивания сквозных и глухих отверстий, отрезные – для отрезания заготовок, резьбовые – для нарезания наружных и внутренних резьб, фасонные – для обтачивания фасонных поверхностей, прорезные – для протачивания кольцевых канавок, галтельные – для обтачивания переходных поверхностей между ступенями валов по радиусу, подрезные – для обтачивания плоских торцовых поверхностей.
По характеру обработки резцы делят на черновые, получистовые и чистовые, по направлению движения подачи – на правые и левые. Правые работают с движением подачи справа налево, левые – слева направо. По конструкции резцы делят на целые, с приваренной или припаянной пластиной из режущего материала, со сменными пластинами. Широко применяют резцы с многогранными повторно не затачиваемыми пластинами.
Способы установки и закрепления заготовки, обрабатываемой на токарном станке, зависят от типа станка, вида обрабатываемой поверхности, характеристики заготовки (отношение длины заготовки к диаметру), точности обработки и других факторов.
На токарно-винторезных станках для закрепления заготовок широко используют трехкулачковые самоцентрирующиеся патроны (рис. 60, а). На корпусе 1 патрона расположены три радиальных паза, по которым перемещаются кулачки 2. Патроны применяют для закрепления заготовок при отношении их длины к диаметру 1/d<4. В автоматизированных станках и станках с ЧПУ используют патроны с механическим, пневматическим, гидравлическим и электрическим приводами кулачков.
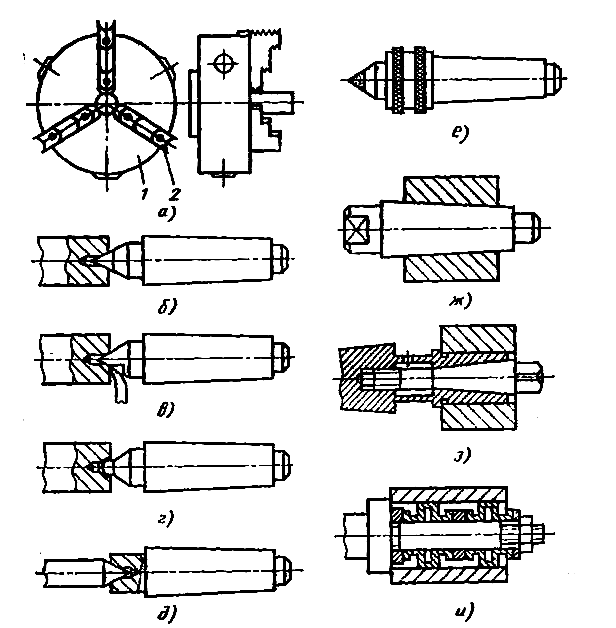
Рис. 60. Приспособления для закрепления заготовок на токарных станках
В центровых станках с ЧПУ при отношении длины заготовки к ее диаметру более 4÷10 заготовку устанавливают на центрах, а для передачи на нее крутящего момента от шпинделя станка применяют различные поводковые устройства и приспособления. Для установки заготовки в центрах ее необходимо зацентрировать, то есть сделать центровые отверстия с торцов вала. Центровые отверстия делают специальными центровочными сверлами. Центры можно разделить на упорные (рис. 60, б), срезанные (рис. 60, в), шариковые (рис. 60, г), обратные (рис. 60, д) и вращающиеся (рис. 60, е). Упорные центры делают с твердосплавными наконечниками, что повышает их долговечность. Срезанные центры применяют при подрезании торцов заготовки, когда подрезной резец должен дойти почти до оси вращения заготовки. Шариковые центры используют при обтачивании конических поверхностей заготовки, обратные центры – при обработке заготовок небольших диаметров. Вращающиеся центры применяют при резании с большими сечениями срезаемого слоя металла, когда возникают большие составляющие силы резания, или при обработке на больших скоростях резания.
Для установки заготовок втулок, колец и стаканов широко применяют следующие оправки: конические (рис. 60, ж), на которых заготовка удерживается на оправке силой трения на сопряженных поверхностях; цанговые (рис. 60, з) с разжимными упругими элементами – цангами; упругие с гидропластмассой, гофрированными втулками (рис. 60, и), тарельчатыми пружинами и т. д. Оправка с гидропластмассой имеет тонкостенную цилиндрическую втулку, на которую устанавливают заготовку. При создании внутреннего гидростатического давления гидропластмасса деформирует втулку в радиальном направлении и заготовка прочно закрепляется на ней силами трения. При использовании оправок с гофрированными втулками или тарельчатыми пружинами заготовка устанавливается по наружной поверхности втулок или пружин.
На токарно-револьверных станках, полуавтоматах и автоматах для закрепления заготовок-прутков используют цанговые патроны.