

15.3. Бесцентровое шлифование
Существенно повысить производительность обработки вследствие ужесточения режима резания и автоматизации станков позволяет бесцентровое шлифование. При обработке заготовку не закрепляют. Для шлифования заготовок типа валов не требуется центровых отверстий. На бесцентрово-шлифовальном станке одновременно работают шлифующий и ведущий круги. Заготовку кладут на нож, и он одновременно контактирует с обоими кругами. Каждый из кругов периодически подвергают правке с помощью специальных механизмов.
При шлифовании по схеме, показанной на рис. 76, а, заготовку 2 устанавливают на нож 3 между рабочим кругом 4 и ведущим 1, которые вращаются в одном направлении, но с разными скоростями. Трение между ведущим кругом и заготовкой больше, чем между заготовкой и рабочим кругом. Вследствие этого заготовка вращается со скоростью, близкой к окружной скорости ведущего круга. Перед шлифованием ведущий круг устанавливают наклонно под углом 1÷70 к оси вращения заготовки. Вектор скорости при движении этого круга можно разложить на составляющие. При этом происходит движение продольной подачи, заготовка перемещается по ножу вдоль оси и может быть отшлифована по всей длине. Чем больше угол, тем больше подача. После окончательного шлифования первой заготовки могут быть положены на нож для шлифования поочередно все оставшиеся заготовки. Такие станки легко автоматизировать, установив наклонный лоток, по которому заготовки будут сползать на нож, подвергаться шлифованию и падать в тару.
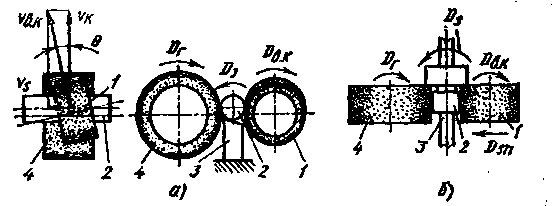
Рис. 76. Схема бесцентрового шлифования
Если шлифуют заготовки с уступами (рис.74, б), то бабку ведущего круга не поворачивают; она перемещается по направляющим станины с движением подачи до определенного положения (упора). При этом используют метод врезания. Перед шлифованием ведущий круг отводят в сторону, заготовку кладут на нож и затем поджимают ее ведущим кругом. Обработку проводят с поперечным движением подачи до тех пор, пока не будет получен необходимый размер детали.
Глава 16 Обработка заготовок на зубообрабатывающих станках
16.1. Профилирование зубьев зубчатых колес
Для эффективной работы большинства зубчатых колес необходимо, чтобы каждый зуб был образован эвольвентными цилиндрическими поверхностями. При изготовлении любых зубчатых колес удаляют материал заготовки во впадинах между зубьями. Чаще всего методы обработки обеспечивают получение зубьев с эвольвентным профилем.
Для профилирования
эвольвентных зубчатых колес используют
методы копирования и обкатки (огибания)
(рис. 77). При получении впадин методом
копирования необходимо
использовать такой профиль режущей
части фасонного инструмента, чтобы он
соответствовал профилю впадин. Режущий
инструмент, например фасонный резец
(рис. 77, а)
обрабатывает канавку
(впадину) так, что образуются две боковые
стороны двух соседних зубьев. Затем
заготовку поворачивают на
![]() часть окружности (z
– число зубьев заготовки), и резец
обрабатывает соседнюю канавку и т. д.
часть окружности (z
– число зубьев заготовки), и резец
обрабатывает соседнюю канавку и т. д.
Те же параметры зубчатого колеса можно получить, если использовать фасонную дисковую фрезу (рис. 77, б) или фасонную пальцевую фрезу (рис. 77, в). Профиль впадин будет одинаковым по всей толщине колеса, если заготовке сообщить движение подачи.
Метод копирования характеризуется сравнительно низкой производительностью. Этот метод не обеспечивает высокой точности колес и, кроме того, для его применения требуется большой запас режущих инструментов с различными профилями. Он может быть реализован на универсальных металлорежущих станках, оснащенных делительными устройствами.
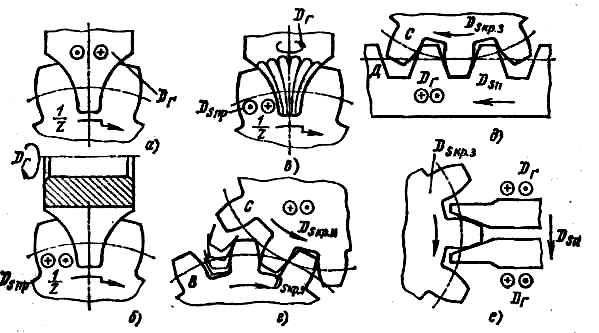
Рис. 77. Схемы профилирования зубчатых эвольвентных поверхностей
Наибольшее распространение получил метод обкатки. Он основан на зацеплении и согласованных движениях зубчатой пары, состоящей из заготовки и инструмента. Такая пара может быть представлена заготовкой, которая совершает круговое движение подачи и инструментом в виде зубчатого колеса, имеющего вращательное движение (рис. 77, г). Вращательные движения элементов пары строго согласованы. Для того чтобы инструмент не выдавливал, а вырезал впадины, он должен совершать возвратно-поступательные перемещения для обеспечения главного движения резания. При совершении всех указанных движений один элемент пары обкатывается по другому, а эвольвентный профиль зуба получается, как огибающая очень большого числа положений зубьев инструмента относительно заготовки. Согласованность круговых подач заготовки и инструмента, то есть их вращательных движений, состоит в том, чтобы окружности В и С в точке касания не имели скольжения.
Профилирование зубчатых колес осуществляется на зубофрезерных и зубодолбежных станках с применением специальных зуборезных инструментов: долбяков, модульных фрез, зубострогальных резцов и других инструментов более сложной конструкции.