

13.1.2. Режущий инструмент и схемы обработки на сверлильных станках
Для обработки заготовок на сверлильных станках применяют сверла, зенкеры, развертки, метчики и комбинированные инструменты.

Рис. 63. Части, элементы и геометрические параметры спирального сверла
Сверла по конструкции подразделяют на спиральные, центровые и специальные. Наибольшее распространение получили спиральные сверла. Спиральное сверло (рис. 63) имеет рабочую часть l1 шейку l2, хвостовик l3 и лапку l4. Хвостовик служит для закрепления сверла на станке, лапка предохраняет хвостовик при выбивании сверла из шпинделя станка. Рабочая часть имеет режущую l6 и направляющую l6 части с винтовыми канавками. Кроме двух главных режущих кромок на рабочей части сверла есть поперечная и вспомогательные режущие кромки. Основную работу по резанию выполняют главные режущие кромки, образованные пересечением передних и задних поверхностей. Вдоль винтовых канавок расположены две узкие ленточки, обеспечивающие направление сверла при резании.
Зенкеры используют для обработки отверстий, полученных литьем, ковкой или сверлением. По виду обрабатываемых поверхностей зенкеры делят на цилиндрические (рис. 64, а) и конические. Их делают цельными с коническими хвостовиками, насадными, а также с припаянными пластинами из инструментального материала. Цельный спиральный зенкер отличается от сверла большим числом режущих кромок и отсутствием поперечной режущей кромки. В настоящее время широкое распространение получили сверла и зенкеры, оснащенные повторно не затачиваемыми пластинами из твердых сплавов с механическим креплением.
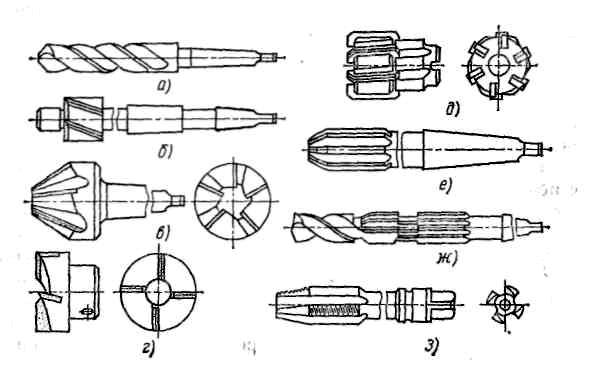
Рис. 64. Инструменты для обработки отверстий на сверлильных станках.
Зенковки (рис. 64, в) и цековки (рис.64, б, г) – многолезвийные режущие инструменты для обработки конических, цилиндрических и торцовых входных участков отверстий.
Развертки – многолезвийный инструмент для окончательной обработки отверстий. По форме обрабатываемого отверстия различают развертки цилиндрические (рис. 64 д, е) и конические, по конструкции – цельные (рис. 64, ё) и со вставными зубьями (рис. 64, д), цельные c хвостовиком и насадные.
В крупносерийном и массовом производстве для повышения производительности применяют комбинированный инструмент (рис. 64, ж).
Метчики (рис. 64, з) предназначены для нарезания внутренней резьбы и представляют собой винт, на котором прорезаны прямые или винтовые канавки, в результате чего образуются режущие кромки. Режущие инструменты закрепляют в шпинделе станка с помощью различных приспособлений.
13.1.3. Схемы обработки на сверлильных станках
На сверлильных станках производят сверление, зенкерование, развертывание, зенкование, цекование, нарезание резьбы и обработку сложных комбинированных поверхностей (рис. 65). Сверлением (рис. 65, а) получают сквозные и глухие цилиндрические отверстия. Рассверливание (рис. 65, б) спиральным сверлом производят для увеличения диаметра отверстия. Диаметр отверстия под рассверливание выбирают так, чтобы поперечная режущая кромка в работе не участвовала. Зенкерование (рис. 65, в) также применяют для увеличения диаметра отверстия заготовки. В отличие от рассверливания зенкерование обеспечивает большую производительность и точность обработки.

Рис. 65. Схемы обработки поверхностей на сверлильных станках
Развертыванием (рис. 65, г) получают высокую точность и малую шероховатость обработанной поверхности. Развертывают цилиндрические и конические отверстия. Для развертывания конических отверстий цилиндрические отверстия в заготовке сначала обрабатывают коническим ступенчатым зенкером (рис. 65, л), затем конической разверткой (рис. 65, н) со стружкоразделительными канавками и окончательно – конической разверткой (рис. 65, о) с гладкими режущими кромками.
Зенковкой обрабатывают конические (рис. 65, е) углубления под головки болтов и винтов. Некоторые зенковки имеют направляющую часть, которая обеспечивает соосность конического углубления и основного отверстия. Цекованием обрабатывают цилиндрические углубления (рис. 65, д) и торцовые плоскости (рис. 65, ж, з), которые являются опорными поверхностями головок болтов, винтов, гаек. Перпендикулярность торца по отношению к основному отверстию достигается наличием направляющей части у цельной цековки (рис.65, д, ж) и у пластинчатого резца (рис. 65, з). Нарезание резьбы (рис. 65, к) производят метчиком. Комбинированным инструментом получают сложные поверхности (рис. 65. и, л).
Рассмотренные работы выполняют не только на сверлильных станках. Они могут быть осуществлены на всех станках, исполнительные органы которых могут обеспечивать вращательное главное движение и поступательное движение подачи (токарных, фрезерных, расточных и др.). Это позволяет уменьшить цикл изготовления детали, сократить потребное оборудование и увеличить производительность труда.