

9.1.3.Сварка трением
Сварка трением образует соединение в результате пластического деформирования заготовок, предварительно нагретых в месте контакта теплотой, выделившейся в результате их трения (рис. 40). Основным отличием ее от других видов сварки давлением с подогревом является способ введения тепла в свариваемые поверхности. Свариваемые заготовки 1 устанавливают соосно в зажимах машины, один из которых 2 неподвижен, а второй 3 может иметь вращательное и поступательное – вдоль оси заготовок – движение (рис. 37, а). Заготовки сжимаются силой Р и включается механизм вращения. На соединяемых поверхностях возникают силы трения; работа на преодоление этих сил превращается в теплоту, выделяющаяся на поверхности трения. При температуры поверхностей 980÷13000С вращение резко прекращают и заготовки дополнительно сдавливают (процесс проковки).
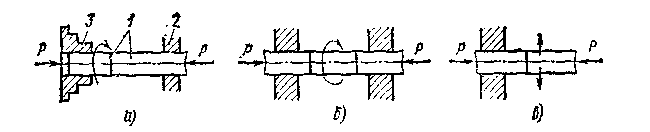
Рис. 40. Схема сварки трением
Иногда сварку трением производят через промежуточный вращаемый элемент (рис. 40, б) или заменяя вращательное движение вибрацией (рис. 40, в). Сваркой трением можно сваривать заготовки диаметром от 0,75 до 140 мм. Главные из ее достоинств – высокая производительность, малая энергоемкость процесса, возможность сварки заготовок из материалов различных сочетаний, стабильность качества и отсутствие таких вредных факторов, как ультрафиолетовое излучение, газовые выделения, брызги.
9.1.4. Холодная сварка
Холодная сварка – один из способов сварки давлением без подогрева. Для ее осуществления с соединяемых поверхностей вращающейся металлической щеткой, шабрением и последующим обезжириванием тщательно удаляют окислы и загрязнения. Детали 1, подлежащие сварке, помешают между неподвижным 3 и подвижным 2 пуансонами (рис.41). Оба пуансона имеют выступы, которые при сварке должны быть полностью вдавлены в поверхность металла. Это необходимо для создания значительного пластического течения металла и удаления из зоны контакта загрязненного слоя.

Рис. 41. Схемы холодной сварки: а – точечной, б – по контуру
Необходимая величина пластической деформации зависит от силы Р, свойств металла, толщины заготовки и способа подготовки поверхности. Холодную сварку применяют для соединения заготовок из цветных металлов и сплавов, для заварки оболочек кабелей, сварки корпусов полупроводниковых приборов, а также в электромонтажном производстве для сварки проводов, шин, троллейных токопроводов и др.
9.2.Сварка плавлением
При сварке плавлением силы межатомарного взаимодействия возникают между материалами двух свариваемых заготовок, находящихся в месте соединения в жидком состоянии. Для получения неразъемного соединения кромки свариваемых заготовок расплавляются с помощью мощного источника теплоты; расплавленный металл образует общую сварочную ванну, смачивающую оставшуюся твердой поверхность соединяемых элементов. При этом происходит смешивание расплавленного металла соединяемых заготовок и установление межмолекулярных связей. В процессе расплавления устраняются все неровности поверхностей, органические пленки, адсорбированные газы, окислы и другие загрязнения, мешающие сближению атомов. По мере удаления источника нагрева жидкий металл остывает, начинается процесс кристаллизации с образованием сварного шва, соединяющего заготовки в единое целое. Кристаллизация начинается от частично оплавленных зерен основного металла и заканчивается обычно в центре шва, где происходит встреча двух фронтов кристаллизации, начинающихся от кромок свариваемых заготовок. Сварку можно осуществлять расплавлением только кромок свариваемых заготовок, либо дополнительно к этому расплавляется присадочный металл, как правило, металл электрода.
В зависимости от типа выбранного источника теплоты сверку плавлением можно подразделять на разновидности, название которых указывает на тип примененного источника энергии, например, электродуrовая сварка плавлением, электронно-лучевая сварка плавлением, ацетилено-кислородная и т. п.
Металл сварного шва, полученный при сварке плавлением, по своей структуре и химическому составу существенно отличается от металла свариваемых заготовок, так как в процессе расплавления в сварочной ванне происходят металлургические процессы: испарение и окисление некоторых элементов, поглощение газов, легирование, диффузия и др. Полученный в процессе сварки плавлением сварной шов имеет литую структуру. Основной металл заготовок, прилегающий к сварному шву, в процессе сварки нагревается до значительных температур, в результате чего в нем происходят структурные изменения – укрупнение зерен, выделение новых фаз, появление новых структур типа закалочных. Зону основного металла, прилегающего к сварному шву, в которой происходят структурные изменения, вызываемые нагревом при сварке, называют зоной термического влияния (ЗТВ). Сварной шов, ЗТВ и основной металл называют сварным соединением.
Механические, антикоррозионные, магнитные и другие свойства сварного соединения могут существенно отличаться от свойств основного металла. При сварке стремятся к получению равнопрочного соединения, то есть равенству всех его показателей с показателями основного металла. К сварке плавлением относится и наплавка металлов, широко применяемая, как при изготовлении новых конструкций, так и при ремонтных работах. Наплавкой называют процесс нанесения слоя металла на нагретую до расплавления поверхность заготовки. Наплавка необходима для создания на поверхности слоя металла, обладающего особыми свойствами, либо для восстановления размеров изношенных деталей.