

ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
РОССИЙСКИИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
НЕФТИ И ГАЗА им. И.М. Губкина
Исхаков А.Р., Пичугин В.Ф. ,Бурякин А.В.
ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Учебное пособие
Москва -2014
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
РОССИЙСКИИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
НЕФТИ И ГАЗА им. И.М. Губкина
Исхаков А.Р., Пичугин В.Ф..Бурякин А.В.
ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Допущено учебно-методическим объединением вузов Российской Федерации по нефтегазовому образованию в качестве учебного пособия для подготовки дипломированных специалистов по направлению 130600 «Оборудование и агрегаты нефтегазового производства».
Москва - 2014
УДК 621.9
Исхаков А.Р., Пичугин В.Ф..Бурякин А.В. ..Технология конструкционных материалов. Учебное пособие. М.; РГУ нефти и газа им. И.М. Губкина, 2014, 170 с.
В учебном пособии представлены сведения о строении и свойствах металлов, способах производства чугуна, стали, медных и алюминиевых сплавов.
Рассмотрены современные методы изготовления заготовок литьем, давлением, сваркой, а также процессы обработки заготовок на различных металлорежущих станках и изготовления деталей машин из пластических масс.
Учебное пособие предназначено для подготовки дипломированных специалистов по направлению 130600 «Оборудование и агрегаты нефтегазового производства», а также может быть использовано студентами других специальностей, изучающих дисциплину «Технология конструкционных материалов».
Содержание
Стр.
|
|
|
Введение. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
9 |
|
Глава |
1. |
Строение, кристаллизация и свойства металлов . . . . . . . . . . . . |
10 |
|
|
1.1. |
Кристаллическое строение конструкционных материалов . . . . |
10 |
|
|
1.2. |
Дефекты в кристаллах и их влияние на свойства материалов . |
14 |
|
|
1.3. |
Фазы и виды фаз . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
16 |
|
|
1.4. |
Механические свойства материалов . . . . . . . . . . . . . . . . . . . . . . |
17 |
|
|
1.4.1. |
Методы испытания механических свойств металлов . . . . . . . . . . |
18 |
|
|
1.4.2. |
Испытание на твердость . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
20 |
|
|
1.4.3. |
Технологические свойства . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
21 |
|
|
|
|
|
|
Глава |
2. |
Производство чугуна . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
22 |
|
|
2.1. |
Исходные материалы для производства чугуна . . . . . . . . . . . . . |
22 |
|
|
2.2. |
Обогащение руд . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
24 |
|
|
2.3. |
Подготовка материалов к доменной плавке. . . . . . . . . . . . . . . . . |
25 |
|
|
2.4. |
Выплавка чугуна. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
25 |
|
|
2.5. |
Классификация чугунов и их обозначение . . . . . . . . . . . . . . . . . |
27 |
|
|
|
|
|
|
Глава |
3. |
Производство стали . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
30 |
|
|
3.1. |
Конверторные способы получения стали. . . . . . . . . . . . . . . . . . . |
31 |
|
|
3.2. |
Мартеновские способы производства стали. . . . . . . . . . . . . . . . . |
33 |
|
|
3.3. |
Получение стали в электрических печах. . . . . . . . . . . . . . . . . . . |
36 |
|
|
3.4. |
Разливка стали и получение слитков. . . . . . . . . . . . . . . . . . . . . . |
39 |
|
|
|
|
|
|
Глава |
4. |
Классификация стали и ее маркировка. . . . . . . . . . . . . . . . . . |
43 |
|
|
4.1 |
Классификация стали. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
43 |
|
|
4.2. |
Маркировка стали. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
44 |
|
|
4.3. |
Конструкционные стали. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
45 |
|
|
4.3.1. |
Конструкционные стали обыкновенного качества (строительные) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
46 |
|
|
4.3.2. |
Низколегированные конструкционные стали |
|
|
|
4.3.3. |
Конструкционные машиностроительные стали общего назначения. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
47 |
|
|
4.3.4. |
Конструкционные машиностроительные стали специализированного назначения. . . . . . . . . . . . . . . . . . . . . . . . . |
48 |
|
|
4.3.4.1. |
Пружинно-рессорные стали. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
48 |
|
|
4.3.4.2. |
Шарикоподшипниковые стали. . . . . . . . . . . . . . . . . . . . . . . . . . . . |
48 |
|
|
4.3.4.3. |
Автоматные стали. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
49 |
|
|
4.3.4.4. |
Жаростойкие и жаропрочные стали и сплавы. . . . . . . . . . . . . . . . |
49 |
|
|
|
|
Стр.
|
|
|
4.4. |
Инструментальные стали . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
51 |
|
|
4.4.1. |
Углеродистые инструментальныестали. . . . . . . . . . . . . . . . . . . . |
51 |
|
|
4.4.2. |
Легированные инструментальныестали. . . . . . . . . . . . . . . . . . . . |
52 |
|
|
4.4.3. |
Быстрорежущие стали. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
52 |
|
|
4.4.4. |
Штамповые стали. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
53 |
|
|
4.5. |
Стали и сплавы с особыми свойствами. . . . . . . . . . . . . . . . . . . . |
53 |
|
|
|
|
|
|
Глава |
5. |
Медь и ее сплавы. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
54 |
|
|
5.1. |
Медные руды и пути их переработки. . . . . . . . . . . . . . . . . . . . . . |
54 |
|
|
5.1.1. |
Обогащение руд флотацией. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
55 |
|
|
5.1.2. |
Получение медных штейнов. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
56 |
|
|
5.1.3. |
Переработка медного штейна. . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
57 |
|
|
5.1.4. |
Рафинирование меди. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
58 |
|
|
5.2. |
Латуни. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
60 |
|
|
5.3. |
Бронзы. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
61 |
|
|
|
|
|
|
Глава |
6. |
Алюминий и его сплавы. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
61 |
|
|
6.1. |
Руды алюминия. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
62 |
|
|
6.2. |
Производство глинозема. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
63 |
|
|
6.3. |
Электролитическое получение алюминия. . . . . . . . . . . . . . . . . . . |
64 |
|
|
6.4. |
Алюминиевые сплавы. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
66 |
|
|
|
|
|
|
Глава |
7. |
Литейное производство. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
67 |
|
|
7.1. |
Литейные сплавы и их применение . . . . . . . . . . . . . . . . . . . . . . . . |
68 |
|
|
7.2. |
Приготовление литейных сплавов. . . . . . . . . . . . . . . . . . . . . . . . . |
69 |
|
|
7.3. |
Литейные свойства сплавов. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
70 |
|
|
7.4. |
Способы изготовления отливок. . . . . . . . . . . . . . . . . . . . . . . . . . . |
71 |
|
|
7.4.1. |
Изготовление отливок в разовых песчаных формах. . . . . . . . . . . |
72 |
|
|
7.4.1.1. |
Изготовление литейных форм . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
73 |
|
|
7.4.1.2. |
Заливка литейных форм. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
75 |
|
|
7.4.2. |
Литье по выплавляемым моделям. . . . . . . . . . . . . . . . . . . . . . . . . |
75 |
|
|
7.4.3. |
Литье в оболочковые формы. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
77 |
|
|
7.4.4. |
Литье в кокиль. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
78 |
|
|
7.4.5. |
Литье под давлением. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
79 |
|
|
7.4.6. |
Центробежное литье. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
80 |
|
|
7.5. |
Общие принципы конструирования литых деталей. . . . . . . . . . |
81 |
|
|
|
|
|
|
Глава |
8. |
Обработка давлением. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
82 |
|
|
|
|
|
|
|
|
|
Стр.
|
|
|
8.1. |
Виды обработки давлением и типы применяемого оборудования. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
82 |
|
|
8.1.1. |
Прокатка. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
82 |
|
|
8.1.2. |
Волочение. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
84 |
|
|
8.1.3. |
Прессование. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
84 |
|
|
8.1.4. |
Ковка. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
84 |
|
|
8.1.5. |
Штамповка. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
84 |
|
|
8.2. |
Физико-механические основы обработки давлением. . . . . . . . . |
85 |
|
|
8.3. |
Холодная штамповка. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
88 |
|
|
8.3.1. |
Высадка. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
89 |
|
|
8.3.2. |
Выдавливание. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
90 |
|
|
8.3.3. |
Объемная холодная формовка. . . . . . . . . . . . . . . . . . . . . . . . . . . . |
91 |
|
|
8.3.4. |
Листовая штамповка. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
92 |
|
|
8. 3.4.1. |
Разделительные операции. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
92 |
|
|
8.3.4.2. |
Формоизменяющие операции. . . . . . . . . . . . . . . . . . . . . . . . . . . . |
94 |
|
|
8.3.4.2.1. |
Гибка. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
94 |
|
|
8.3.4.2.2. |
Вытяжка. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
94 |
|
|
8.3.4.2.3. |
Отбортовка. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
95 |
|
|
8.3.4.2.4. |
0бжим. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
95 |
|
|
8.3.4.2.5. |
Раздача. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
95 |
|
|
8.4. |
Горячая объемная штамповка. . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
96 |
|
|
8.5. |
Разработка чертежа поковки. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
98 |
|
|
|
|
|
|
Глава |
9. |
Получение заготовок методами сварки. . . . . . . . . . . . . . . . . . |
99 |
|
|
9.1. |
Сварка давлением. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
99 |
|
|
9.1.1. |
Контактная электрическая сварка. . . . . . . . . . . . . . . . . . . . . . . . . |
100 |
|
|
9.1.1.1. |
Стыковая контактная сварка. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
100 |
|
|
9.1.1.2. |
Точечная сварка. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
101 |
|
|
9.1.1.3. |
Шовная сварка. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
101 |
|
|
9.1.1.4. |
Конденсаторная сварка. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
102 |
|
|
9.1.2. |
Диффузионная сварка. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
102 |
|
|
9.1.3. |
Сварка трением. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
103 |
|
|
9.1 4. |
Холодная сварка. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
104 |
|
|
9.2. |
Сварка плавлением. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
104 |
|
|
9.2.1. |
Электрическая дуговая сварка. . . . . . . . . . . . . . . . . . . . . . . . . . . . |
105 |
|
|
9.2.1.1. |
Ручная дуговая сварка. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
106 |
|
|
9.2.1.2. |
Автоматическая дуговая сварка под флюсом. . . . . . . . . . . . . . . |
107 |
|
|
9.2.1.3. |
Сварка в среде защитных газов. . . . . . . . . . . . . . . . . . . . . . . . . . . . |
107 |
|
|
9.3. |
Электронно-лучевая и лазерная сварка. . . . . . . . . . . . . . . . . . . . . |
108 |
|
|
|
|
Стр.
|
|
|
9.4. |
Электрошлаковая сварка. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
109 |
|
|
9.5. |
Свариваемость металла. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
110 |
|
|
9.6. |
Технологичность сварных конструкций. . . . . . . . . . . . . . . . . . . . |
112 |
|
|
9.7. |
Пайка. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
113 |
|
|
9.7.1. |
Материалы для пайки. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
115 |
|
|
9.7.2. |
Способы пайки. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
116 |
|
|
9.8. |
Контроль качества сварных и паяных соединений. . . . . . . . . . . |
118 |
|
|
|
|
|
|
Глава |
10. |
Обработка заготовок деталей машин. . . . . . . . . . . . . . . . . . . . |
121 |
|
|
10.1.1. |
Кинематика резания. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
121 |
|
|
10.1.2. |
Методы формообразования поверхностей. . . . . . . . . . . . . . . . . . |
122 |
|
|
10.2. |
Режим резания, геометрические параметры срезаемого слоя, шероховатость поверхности. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
123 |
|
|
10.3. |
Геометрические параметры режущего инструмента. . . . . . . . . |
125 |
|
|
10.4. |
Физическая сущность резания. . . . . . . . . . . . . . . . . . . . . . . . . . . . |
127 |
|
|
10.5 |
Силовое взаимодействие инструмента и заготовки. . . . . . . . . . |
128 |
|
|
10.6 |
Тепловые явления при резании. . . . . . . . . . . . . . . . . . . . . . . . . . . |
130 |
|
|
|
|
|
|
Глава |
11. |
Инструментальные материалы. . . . . . . . . . . . . . . . . . . . . . . . . |
131 |
|
|
11.1. |
Требования к инструментальным материалам. . . . . . . . . . . . . . . . |
131 |
|
|
11.2. |
Инструментальные стали. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
131 |
|
|
11.3 |
Твердые сплавы. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
132 |
|
|
11.4. |
Синтетические сверхтвердые и керамические материалы. . . . . |
133 |
|
|
11.5. |
Абразивные материалы. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
134 |
|
|
|
|
|
|
Глава |
12. |
Обработка заготовок на токарных станках. . . . . . . . . . . . . . |
135 |
|
|
12.1. |
Типы токарных станков. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
135 |
|
|
12.2. |
Режущий инструмент и приспособления для обработки заготовок на токарных станках. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
136 |
|
|
12.3. |
Обработка заготовок на токарных станках. . . . . . . . . . . . . . . . . |
138 |
|
|
|
|
|
|
Глава |
13. |
Обработка заготовок на сверлильных и расточных станках. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
140 |
|
|
13.1.1. |
Типы сверлильных станков. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
140 |
|
|
13.1.2. |
Режущий инструмент на сверлильных станках. . . . . . . . . . . . . . |
141 |
|
|
13.1.3. |
Схемы обработки на сверлильных станках. . . . . . . . . . . . . . . . . |
142 |
|
|
13.1.4. |
Типы расточных станков. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
144 |
|
|
13.1.5. |
Режущий инструмент и схемы обработки на расточных станках. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
145 |
|
|
|
|
Стр.
|
|
Глава |
14. |
Обработка заготовок на фрезерных станках. . . . . . . . . . . . . . |
147 |
|
|
14.1. |
Типы фрезерных станков. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
147 |
|
|
14.2. |
Режущий инструмент. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
149 |
|
|
14.3. |
Схемы обработки на фрезерных станках |
150 |
|
|
|
|
|
|
Глава |
15. |
Обработка на шлифовальных станках. . . . . . . . . . . . . . . . . . . |
151 |
|
|
15.1. |
Основные типы станков. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
152 |
|
|
15.2. |
Схемы обработки. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
153 |
|
|
15.3. |
Бесцентровое шлифование. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
156 |
|
|
|
|
|
|
Глава |
16. |
Обработка заготовок на зубообрабатывающих станках. . . |
157 |
|
|
16.1. |
Профилирование зубьев зубчатых колес. . . . . . . . . . . . . . . . . . . |
157 |
|
|
|
|
|
|
Глава |
17. |
Обработка заготовок пластическим деформированием. . . . |
158 |
|
|
17.1. |
Сущность пластического деформирования. . . . . . . . . . . . . . . . . |
158 |
|
|
17.2. |
Чистовая и упрочняющая обработка пластическим деформированием. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
158 |
|
|
|
|
|
|
Глава |
18. |
Отделочная обработка. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
161 |
|
|
18.1. |
Отделка поверхностей чистовыми резцами и шлифовальными кругами. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
161 |
|
|
18.2. |
Полирование. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
161 |
|
|
18.3. |
Абразивно-жидкостная отделка. . . . . . . . . . . . . . . . . . . . . . . . . . . |
162 |
|
|
18.4. |
Притирка. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
163 |
|
|
18.5. |
Хонингование. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
165 |
|
|
18.6. |
Суперфиниш. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
166 |
|
|
|
|
|
|
Глава |
19. |
Пластические массы. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
167 |
|
|
19.1. |
Классификация пластмасс и способов их переработки. . . . . . . . |
167 |
|
|
19.2. |
Способы переработки пластмасс в детали в вязко-текучем состоянии. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
169 |
|
|
19.4. |
Способы переработки пластмасс в детали в высокоэластическом состоянии. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
172 |
|
|
19.5 |
Получение деталей из жидких полимеров. . . . . . . . . . . . . . . . . . |
175 |
|
|
19.6. |
Способы получения деталей из пластмасс в твердом состоянии. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
176 |
|
|
|
|
|
|
|
|
Литература. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
179 |
Введение
От уровня машиностроительного и приборостроительного производства зависят эффективность труда, расходование материальных и энергетических ресурсов, качество продукции. Важнейшей проблемой развития современного машиностроения является неуклонное повышение качества и надежности выпускаемой техники. Создавая конструкции машин и приборов, инженер-механик должен обеспечивать не только их определенные технические характеристики и надежность в работе, но и особенности методов обработки деталей и их сборки, а также экономическую целесообразность изготовления конструкций.
Машиностроительное производство представляет собой совокупность различных технологических процессов – литья, ковки, штамповки, термической обработки и др., а на заключительной стадии машиностроительного производства – превращение заготовок в готовые детали и сборку, т.е. изготовление машины.
Исходя из этого, в учебном пособии представлены основные сведения о строении и свойствах металлов, способах производства чугуна, сталей, меди и алюминия, отражены современные рациональные и распространенные в промышленности методы формообразования заготовок и деталей машин методами литья, обработкой давлением, сваркой.
Обработке заготовок резанием уделено большое внимание, что соответствует ее значению и объему в современном производстве. Рассмотрены типы токарных, фрезерных, сверлильных и других станков, применяемый на этих станках режущий инструмент, а также особенности обработки деталей машин на различных металлорежущих станках. Приведены методы отделочной обработки поверхностей.
В связи с широким использованием неметаллических материалов в машиностроении и приборостроении представлены основные методы переработки пластических масс в изделия для деталей машин.
Глава 1 Строение, кристаллизация и свойства металлов
1.1. Кристаллическое строение конструкционных материалов
Детали машин чрезвычайно разнообразны и для их изготовления необходимы материалы с самыми различными свойствами. Требования к материалам особенно возросли в эпоху научно-технического прогресса.
В некоторых случаях, для изготовления изделий необходимы материалы с повышенной коррозионной стойкостью, теплопроводностью и электропроводностью, особыми магнитными свойствами, тугоплавкостью, сверхпроводимостью и т. п.
Для правильного использования имеющихся материалов, также как и для обработки деталей из них, важно иметь представление об их структуре, так как это даст возможность учитывать влияние режимов эксплуатации или обработки на те или иные характеристики изделия.
Металлические, и большинство неметаллических твердых материалов имеют кристаллическое строение. Характерными признаками кристаллических тел являются способность сохранять свою форму и оставаться твердыми при нагреве вплоть до критической температуры, при которой они дискретно переходят в жидкое состояние. Переход кристаллических тел из твердого в жидкое состояние и наоборот совершается изотермически, то есть при определенной температуре, называемой температурой плавления.
Элементарные частицы, из которых состоят кристаллические тела (атомы, ионы, молекулы) расположены в пространстве упорядоченно и образуют кристаллические решетки. В кристаллической решетке можно выделить элементарный объем, многократно повторяющийся и состоящий из минимального количества элементарных частиц, элементарную ячейку; совокупность этих ячеек характеризует особенности строения кристаллического тела данного типа. Элементарные частицы в кристаллической решетке находятся во взаимодействии, определяемом их электронным строением. От характера этого взаимодействия зависят электрические, магнитные, тепловые и оптические свойства материала, его температуры плавления и испарения, модуль упругости и другие свойства.
Металлы – кристаллические тела, атомы которых располагаются в геометрически правильном порядке, образуя кристаллы, в отличие от аморфных тел (например, смола), атомы которых находятся в беспорядочном состоянии.
Располагаясь в металлах в строгом порядке, атомы в плоскости образуют атомную сетку, а в пространстве – атомно-кристаллическую решетку. Линии на этих схемах являются условными; в действительности никаких линий не существует, а атомы колеблются возле точек равновесия, т. е. узлов решетки с большой частотой. Элементарные ячейки таких кристаллических решеток приведены на рис. 1.
Все кристаллические тела образуют семь разновидностей кристаллических решеток, из которых для металлов наиболее характерны объемно-центрированная кубическая (ОЦК), гранецентрированная кубическая (ГЦК) и гексагональная плотноупакованная (ГПУ.
В ячейке решетки кубической объемно-центрированной атомы расположены в вершинах куба и в центре куба (рис. 2, а); такую решетку имеют хром, ванадий, вольфрам, молибден и др. В ячейке кубической гранецентрированной (рис. 2, б) решетки атомы расположены в вершинах и в центре каждой грани куба; такую решетку имеют алюминий, никель, медь, свинец и др. В ячейке гексагональной решетки (рис. 2, в) атомы расположены в вершинах шестиугольных оснований призмы, в центре этих оснований и внутри призмы; гексагональную решетку имеют магний, титан, цинк и др. В реальном металле кристаллическая решетка состоит из огромного количества ячеек.
Размеры кристаллической
решетки характеризуются ее параметрами,
измеряемыми
![]() в
ангстремах –
в
ангстремах –![]() (1
(1![]() =-108
см или l
=-108
см или l![]() =-0,1
Нм). Параметр кубической решетки
характеризуется длиной ребра куба,
обозначается буквойα
и находится в пределах
0,28÷0,6 Нм (2,8÷6А).
=-0,1
Нм). Параметр кубической решетки
характеризуется длиной ребра куба,
обозначается буквойα
и находится в пределах
0,28÷0,6 Нм (2,8÷6А).

Рис. 1. Атомно-кристаллическое строение металлов
Для характеристики гексагональной решетки принимают два параметра – сторону шестигранника а и высоту призмы с. Когда отношение с/а – 1,633, то атомы упакованы наиболее плотно, и поэтому такая решетка называется гексагональной плотноупакованной.
Свойства кристалла определяются не только типом кристаллической решетки, но и характером взаимодействия атомов, ионов и электронов между собой. При переходе паров металла в жидкость, а затем в твердое состояние его атомы сближаются настолько, что валентные электроны получают возможность переходить от одного атома к другому и свободно перемещаться по всему объему металла, обеспечивая высокую электро- и теплопроводность. Между электронами и положительными ионами возникают силы электрического взаимодействия.
В зависимости от температуры и давления многие металлы могут образовывать различные типы кристаллических решеток. Это способность металлов носит название полиморфизма или аллотропии. Полиморфные превращения свойственны таким широко применяемым в машиностроении металлам, как Fe, Ti, Mn, Co, Sn. Полиморфные модификации элементов обычно обозначают, начиная с наиболее низкотемпературной, буквами ά, β, γ, δ и т. д. Так например: железо при нагреве до температуры 9100С образует модификацию άFe с ОЦК–решеткой, в интервале 910÷14000С – γFe с ГЦК–решеткой и свыше 14000С – δFe с решеткой ОЦК. При этом происходит существенное изменение свойств материала. Это явление широко используют в технике для улучшения обрабатываемости металлов, при их термообработке и других процессах.


Рис. 2. Схемы кристаллических решеток:
а – объемно-центрированная кубическая; б – гранецентрированная
плотноупакованная; в – гексагональная плотноупакованная
Для характеристики формы и размера элементарной ячейки кристаллической решетки используют (рис.2) шесть основных параметров: расстояния по осям координат – а, Ь, с, называемые периодом решетки, и три угла — ά, β, γ между этими отрезками. Кроме основных параметров в кристаллографии приняты еще другие, дополнительно характеризующие кристаллическую решетку. Они очень сильно влияют на механические свойства, резко снижая прочность металлов.
В плоскостях кристаллической решетки атомы расположены с различной плотностью и поэтому многие свойства кристаллов отличаются. Такое различие называется анизотропией.
Все кристаллы анизотропны. В отличие от кристаллов аморфные тела (например, смола) в различных направлениях имеют в основном одинаковую плотность атомов и, следовательно, одинаковые свойства, то есть они изотропны.
В металлах, состоящих из большого количества по-разному ориентированных мелких анизотропных кристаллов (поликристалл), свойства во всех направлениях одинаковы (усредненные). Эта кажущаяся независимость свойств от направления называется квазиизотропией.
Если в структуре металла создается одинаковая ориентировка кристаллов, то появляется анизотропия.
При переходе металла из жидкого состояния в твердое, происходит, так называемый, процесс кристаллизации. Основы теории кристаллизации разработаны основоположником науки о металлах – металловедения Д. К. Черновым, который установил, что кристаллизация состоит из двух процессов: зарождения мельчайших частиц кристаллов (зародышей кристаллизации) и роста кристаллов из этих центров (рис. 3).
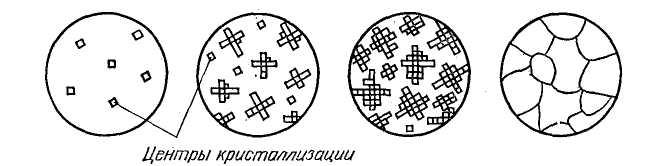
Рис. 3. Последовательные этапы процесса кристаллизации
Рост кристаллов заключается в том, что к их зародышам присоединяются все новые атомы жидкого металла. Сначала кристаллы растут свободно, сохраняя правильную геометрическую форму, но это происходит только до момента встречи растущих кристаллов. В месте соприкосновения кристаллов рост отдельных их граней прекращается, и развиваются не все, а только некоторые грани кристаллов. В результате кристаллы не имеют правильной геометрической формы. Такие кристаллы называют кристаллитами или зернами. Величина зерен зависит от числа центров кристаллизации и скорости роста кристаллов. Чем больше центров кристаллизации, тем больше кристаллов образуется в данном объеме и каждый кристалл (зерно) меньше. На образование центров кристаллизации влияет скорость охлаждения. Чем больше скорость охлаждения металла, тем больше возникает в нем центров кристаллизации, а зерна получаются мельче (рис. 4).Это подтверждается на практике в тонких сечениях литых деталей охлаждающихся более быстро, металл всегда получается более мелкозернистым, чем в толстых массивных литых деталях, охлаждающихся медленнее. Однако не всегда можно регулировать скорость охлаждения.
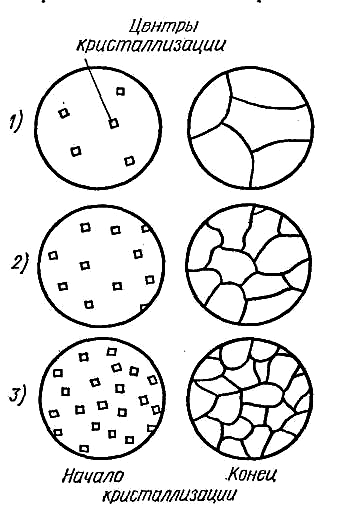
Рис. 4. Влияние скорости охлаждения на возникновение центров кристаллизации
и на величину образующихся зерен
1– медленное охлаждение,2– ускоренное охлаждение,3– быстрое охлаждение.
Всем кристаллам присуща анизотропия, то есть неравномерность свойств по направлениям, определяемая различными расстояниями между атомами в кристаллической ячейке. Наиболее сильно анизотропия выражена у металлов, имеющих асимметричное кристаллическое строение. От направления действия сил в кристалле существенно зависят такие показатели физических свойств, как прочностные характеристики, модуль упругости, термический коэффициент расширения, коэффициенты тепло- электропроводности, показатель светового преломления и др. Анизотропия характерна и для поверхностных слоев кристаллов. Такие свойства, как поверхностное натяжение, электронные потенциалы, адсорбционная способность, химическая активность, существенно, различны у различных граней кристалла.