

Операційна діяльність 2015
.pdfТема 6. Організовування трудових процесів і нормування праці |
191 |
|
де Топ — норма оперативного часу (безпосереднє виконання змінного завдання); Тобс — норма часу на обслуговування робочого місця; Твоп — норма часу на відпочинок та особисті потреби.
У межах повної (штучно-калькуляційної) норми розрізняють так звану норму штучного часу, яка відображає сумарні витрати часу (за винятком підготов- чо–завершального (Тп-з) на виготовлення окремої одиниці продукції (виконання операції) за певних організаційно-технічних умов:
Тшт = Топ + Тобс + Твоп = То + Тд + Торг + Ттех + Тв +Топ. |
(6.14) |
У разі запуску деталей у виробництво партіями (п) підготовчо-завершальний час дається на всю партію (Тп-з). Тоді, відповідно, норма штучно-калькуляційного часу становитиме:
Тшк = Тшт + |
Тп з |
. |
(6.15) |
|
|||
|
п |
|
|
Усерійному виробництві, коли вироби запускаються у роботу не поштучно,
апартіями, вживається норма часу на партію виробів (Тпар) — сумарний час виготовлення партії виробів за певних організаційно-технічних умов:
Тпар = Тшт +Тп з = Тшт |
Тп з |
= Тшк п. |
(6.16) |
|
|||
|
п |
|
|
Залежно від способу проведення й оброблення спостережень розрізняють два основні методи вивчення витрат робочого часу: метод безпосередніх вимірювань і метод моментних спостережень.
Метод безпосередніх вимірювань полягає в безпосередній реєстрації тривалості витрат часу за елементами спостережуваної операції. За методом моментних спостережень у різні проміжки фіксується стан об’єктів спостереження: працівників, верстатів, машин. При цьому структура витрат часу встановлюється залежно від кількості моментів, коли спостерігалися відповідні стани.
Дані за елементами групують і підсумовують у відповідно до прийнятої схеми класифікації витрат робочого часу (основний, допоміжний, відпочинок, втрати з організаційних причин тощо). У такий спосіб складають фактичний баланс робочого часу за зміну.
До основних методів вивчення з використанням спеціальних приладів (секундомірів, хронометрів, годинників, хронографів) фактичних витрат робочого часу впродовж зміни або коротший період належать: хронометраж, фотографування робочого часу, фотохронометраж.
Під хронометражем у нормуванні праці розуміють вивчення будь-якої операції шляхом спостереження та вимірювання робочого часу, що йде на виконання окремих її елементів. Розрізняють три способи проведення хронометражу: безперервний (за поточним часом), вибірковий і цикловий.
Фотохронометраж застосовують для досліджень нестабільних трудових процесів в індивідуальному та дрібносерійному виробництвах із тривалістю окремих операцій понад 0,25 години.
192 |
|
Змістовий модуль 1 |
|
|
|
|
|
|
Мета хронометражу — виявлення чинників, що впливають на тривалість кожного елемента операції, що циклічно повторюються.
Перед початком вимірювання витрат часу дані про окремі елементи трудової операції заносять у спеціальний хронометражний лист спостережень (хронокарту). Залежно від тривалості й характеру елементів операції визначають кількість замірів щодо кожного елемента. У перебігу хронометражу спостерігач записує тривалість окремих елементів операцій і всі перерви до хронокарти. Під час виконання кожного елемента операції зазвичай роблять 10–20 замірів, а в разі короткочасних операцій — 30–60. Опрацьовуючи й аналізуючи хронометражні спостереження, спершу виключають хибні показники вимірювання, а потім обчислюють середню тривалість виконання кожного елемента. Наприклад, якщо витрати часу на виконання певної операції при різних замірах становили 10, 13, 11, 10, 11, 10, 10, 10, 10 і 11 с, то середня величина часу виконання даного елемента визначається як середнє арифметичне:
t = 10+13+11+10+11+10+10+10+10+11 = 10,6 с. 10
Сума середніх витрат за всіма елементами операції покаже середній час на виконання операції загалом.
Робота вимірюється не тільки шляхом хронометражу, а й за затвердженою системою нормативів часу на трудові рухи.
Для глибшого вивчення трудового процесу широко використовують метод мікроэлементного аналізу, коли операція розподіляється на найпростіші рухи, такі як «простягнути руку», «натиснути», «здійснити рух очима», «здійснити рух ногами». Так типізовано 19 мікрорухів, у тому числі 10, виконуваних руками, 7 для ніг і тулуба та 2 для очей. Отже, усього система містить 22 види та 50 різновидів мікрорухів, на які розроблено мікроелементні нормативи.
За допомогою аналізу виконання кожного такого мікроелемента в часі й у просторі можна моделювати ручні прийоми й розраховувати час, необхідний для їх виконання.
Фотографування робочого дня — це вивчення шляхом спостереження і вимірювання всіх без винятку витрат часу впродовж повного робочого дня або певної його частини.
Головне завдання фотографування робочого дня полягає у виявленні втрат робочого часу впродовж зміни, визначенні причин, що зумовлюють ці втрати, і розробленні необхідних організаційно-технічних заходів для усунення їх.
На підставі матеріалів фотографування робочого дня проектується раціональна організація обслуговування робочих місць, нормується підготовчо-завершаль- ний час, час перерв на відпочинок та особисті потреби робітника, визначається склад бригади і розподіл роботи між її членами.
Залежно від об’єкта спостереження розрізняють такі види фотографування: використання часу працівників (індивідуальна, групова, самофотографування); часу роботи устаткування; виробничого процесу.
На завершальному етапі проводять опрацювання отриманих фотографій робочого дня (а їх має бути не менше трьох), їхній аналіз, розробляються органі-

Тема 6. Організовування трудових процесів і нормування праці |
193 |
|
заційно-технічні заходи щодо усунення втрат робочого часу, проектують раціональний (нормативний) баланс робочого часу за зміну.
Під час нормування праці забезпечення більш-менш рівної інтенсивності праці на різних за змістом і складністю роботах досягається використанням єдиної методологічної (загальні теоретичні засади) та нормативної бази для
розрахунку норм витрат праці. Нормативну базу становлять нормативні матеріали для нормування праці, які включають технологічні режими роботи устаткування і трудові нормативі (витрати робочого часу на певні повторювані елементи трудового процесу та часу тривалості перерв на відпочинок і особисті потреби залежно від конкретних умов праці).
Норма праці встановлюється на конкретний вид робіт, або відпочинок в абсолютних величинах, залежно від конкретних умов виробництва.
Трудові нормативи, як правило, мають універсальний характер і часто встановлюються у відносних величинах. Наприклад, норматив часу на відпочинок для машино-ручних і ручних процесів задають у відсотках від величини часу оперативної роботи.
До основних видів нормативних матеріалів належать нормативи: режимів роботи устаткування, часу, обслуговування, чисельності та підпорядкованості.
Норми затрат робочого часу за ступенем обґрунтованості поділяються на технічно обґрунтовані та дослідно-статистичні.
Під впливом технологічного розвитку і вдосконалення організації виробництва та праці, враховуючи організаційно-технічні, санітарно-гігієнічні зміни у виробництві, а також зростання професійної майстерності і виробничих навичок виконавців, трудовінормативи підлягають систематичному перегляду та коригуванню.
Розрізняють такі методи нормування: сумарний (дослід- но-статистичний), розрахунково-аналітичний, укрупнення, мікроелементний.
Сумарний (дослідно-статистичний) метод дає змогу визначати норми на підставі статистичних даних про фактичні витрати часу за минулий період або порівняння певної операції з аналогічними операціями загалом без розподілу її на складові елементи.
За розрахунково-аналітичним методом норму часу встановлюють на кожен елемент операції, яку попередньо розподіляють. Цей метод нормування дає значно точніші результати. Складовими методу є: аналіз застосовуваного технологічного процесу та наявних форм організації праці на робочому місці; проектування найраціональнішого складу, послідовності і тривалості виконання елементів нормованих операцій; розроблення оптимальних режимів роботи устаткування, передових прийомів праці і раціональної організації робочого місця. Розрахунково-аналітичний метод характерний для масового, великосерійного і серійного типів виробництва, де операція повторюється багато разів. За умов індивідуального і дрібносерійного виробництва застосування його обмежене, доцільне воно тільки для розрахунку норм на дуже складні операції.
Метод укрупнення нормування передбачає визначення норм на підставі попередньо розрахованих укрупнених величин витрат робочого часу на типові

194 |
|
Змістовий модуль 1 |
|
|
|
|
|
|
операції, деталі чи види робіт. Такий метод доцільніше застосовувати на підприємствах з індивідуальним і дрібносерійним типом виробництва.
Мікроелементний метод нормування праці притаманний для ручних і деяких машинно-ручних процесів, де виокремлюють і вивчають найпростіші елементи так звані мікроелементи, з яких формуються складні й різноманітні за своїм характером трудові операції. Переваги цього методу полягають у тому, що вже до початку трудового процесу можна конструювати ручні прийоми різних трудових процесів, створивши системи мікроелементів, які визначаються характером і методом виконання роботи, схемою організації робочого місця і трудовими навичками робітника. За такою системою можна встановити раціональність витрат часу на виконання окремих елементів операції.
Аналітичним методом, методом укрупнення, а також мікроелементного нормування визначають технічно обґрунтовані норми.
Для нормування трудового процесу важливо безпомилково обирати потрібний різновид норми.
Резюме
Обов’язковою умовою ефективного функціонування будь-якого підприємства є організація праці персоналу як одна з функцій управління, що забезпечує раціональне використання часу, сприяє підвищенню продуктивності праці, зниженню собівартості продукції, збільшенню рентабельності виробництва.
Оптимальна організація праці на кожному робочому місці може бути забезпечена результатами комплексного аналізу. Завдяки комплексному характеру заходів із вдосконалення організації праці більшість із них тією чи іншою мірою дають економічний, психофізіологічний і соціальний ефекти.
Раціоналізація трудових процесів — це система, за якої кожна операція або трудовий процес ретельно аналізується з метою усунення зайвих рухів, дій і прийомів. Проектується оптимальна послідовність виконання операції з урахуванням суміщення в часі роботи різних органів тіла робітника.
Нормування праці — важлива складова організації праці та виробництва. Воно є ключовою ланкою технологічної й організаційної підготовки виробництва, оперативного управління ним, невіддільною частиною менеджменту і соці- ально-трудових відносин.
Нормування праці — це елемент ефективного проектування виробничих і трудових процесів, управління ними. Норми праці виконують низку конче важливих функцій. Передусім нормування враховує необхідні витрати на ту чи іншу операцію (роботу) за певних організаційно-технічних умов, установлює міру праці у вигляді норм, які дають можливість визначити рівень участі кожного робітника у створенні кінцевого продукту.
Зміни в організаційно-технічних умовах виготовлення продукції на підприємстві відбуваються майже безперервно: оновлюється технологічне устаткування, вдосконалюється технологія, змінюються конструкція і склад виробів, поліпшується організація праці.

Тема 6. Організовування трудових процесів і нормування праці |
195 |
|
|
|
|
Терміни і поняття |
|
|
– трудовий процес |
– багатоверстатне обслуговування |
|
– трудова операція |
– колективна форма праці |
|
– організація праці |
– карта організації праці |
|
– розподіл праці |
– умови праці |
|
– кооперація праці |
– нормування праці |
|
– індивідуальна форма праці |
– хронометраж |
|
– суміщення професії |
– фотографування робочого дня |
|
?Запитання для перевірки знань
1.Дайте змістовну характеристику єдності виробничого, технологічного і трудового процесу.
2.Схарактеризуйте класифікацію трудових процесів та їх складових.
3.У чому полягає суть організації та проектування трудового процесу?
4.Схарактеризуйте сутність та основні напрями організації праці.
5.Опишіть відмінності «адміністративної» та «поведінкової» шкіл проектування трудового процесу.
6.Назвітьформи поділута коопераціїпраці, їхмежіта умови застосування.
7.Визначте сутність та особливості застосування багатоверстатного
обслуговування.
8.У чому полягає значення колективних форм організації праці, які вони характерні ознаки і переваги мають?
9.Визначте сутність і значення робочого місця у виробничому процесі.
10.За якими параметрами проектують робочі місця?
11.Схарактеризуйте функції обслуговування робочих місць.
12.Визначте поняття «умови праці», перелічіть їхні основні параметри.
13.Якічинникивиробничогосередовищавпливаютьнапрацездатністьлюдини?
14.У чому полягає суть нормування праці та його взаємозв’язок з організацією праці, виробництва, плануванням та управлінням підприємством?
15.Схарактеризуйте об’єкт і предмет нормування праці.
16.Опишіть систему норм праці та сферу їх застосування.
17.Що розуміють під мікроелементом трудового процесу?
18.Схарактеризуйте структуру витрат робочого часу та сфери її засто-
сування з метою аналізу.
19.Схарактеризуйте методи безпосередніх вимірювань і моментних спостережень.
20.Назвітьосновні види ісфери застосуванняфотографуванняробочого часу.

196 |
|
Змістовий модуль 1 |
|
|
|
|
|
|
21.Чим відрізняються і коли застосовуються норми штучного та штучнокалькуляційного часу?
22.Назвіть методи встановлення норм і дайте їм характеристику.
Література для поглибленого вивчення матеріалу
1.Багрова І. В. Нормування праці : Навчальний посібник — К.: Центр навч. літ., 2003. — 212 с.
2.Всеобщее управление качеством / Под ред. О. П. Глудкина. — М.: Горячая ли-
ния: Телеком, 2001. — 600 с.
3.Данюк В.М., Райковська Г.О. Нормування праці. Зб.завдань і вправ: Навч.посібн./ За заг ред.. В.М. Данюка. – К.:КНЕУ, 2006. — 252 с.
4.Данюк В. М. Організація праці менеджера : Навчальний посібник — К. КНЕУ,
2006. — 276 с.
5.ДСТУ ISO 9004:2008. Системи управління якістю. Настанови щодо поліпшення діяльності. — К.: Держстандарт України, 2001. — 44 с.
6.Егоршин А. П., Зайцев А. К. Организация труда персонала : Учебник. — М.: ИН-
ФРА-М, 2008. — 320 с.
7.Кайзен для рабочих / Группа разработчиков издательства «Productivity press» / Пер. с англ. — М.: Ин-т комплексных стратегических исследований, 2007. — 152 с.
8.Куприянова Т. М., Растимеишн В. Е. Упорядочение. Путь к созданию качествен-
ного рабочего места : Практическое пособие. — М.: Стандарты и качество, 2005. —
174с.
9.Організація праці: Навч. посіб. / В.М. Данюк, А.С. Тельнов, С.Л. Решміділова [та ін.]; за заг. ред. В.М. Данюка. — К.: КНЕУ,2009. — 352 с.
10.Організація та нормування праці [Текст] : практикум. / Данилевич Н.С., Калина А.В., Твердушка Т.Б., Антонюк О.І. - К. : КНЕУ, 2014. - 251 с.
11.Стандартизированная работа / Группа разработчиков издательства «Productivity: press» / Пер. с англ. — М.: Ин-т комплексных стратегических исследований, 2007. —
152 с.

Тема 7
ПРОСТОРОВЕ ОРГАНІЗОВУВАННЯ ОПЕРАЦІЙНИХ (ВИРОБНИЧИХ) СИСТЕМ
7.1.Технологічне планування розташування потужностей
7.2.Принципи розташування об’єктів (виробів, процесу, устаткування)
7.3.Виробнича структура підприємства
7.4.Просторове розміщення підприємства та його підрозділів
Резюме Терміни і поняття
Запитання для перевірки знань Література для поглибленого вивчення
Вивчивши матеріал теми ви
ЗНАТИМЕТЕ:
сутність і роль структуротвірних зв’язків виробничої системи;
поняттятаелементнийскладвиробничоїструктурипідприємства;
види та чинники виробничих структур;
переваги та недоліки технологічного, предметного та змішаного
типів виробничих структур;тенденції удосконалення виробничих структур;
УМІТИМЕТЕ:
пояснювати технологічну єдність та економічну доцільність еле ментів виробничої системи;
визначати доцільність вибору формування типу виробничої струк
тури;оптимізувати виробничу структуру.
7.1. ТЕХНОЛОГІЧНЕ ПЛАНУВАННЯ РОЗТАШУВАННЯ ПОТУЖНОСТЕЙ
Вибір технології та планування виробничого процесу вимагають прийняття рішень щодо його просторового розміщення, що суттєво впливає на виробничі можливості. Розташування визначає конфігурацію дільниць, цехів,
відділів, робочих місць і устаткування за критерієм мінімізації руху предметів праці (споживачів, матеріалів, сировини) через виробничу систему. Необхідність планування розташування потужностей і обладнання виникає як у процесі проектування нових потужностей, так і при перепроектуванні наявних. Основними причинами перепланування є:
1.Неефективність процесу (наприклад, висока вартість, затори).
2.Забезпечення вимог охорони та умов праці (запобігання нещасним випадкам на виробництві або ризику втрати здоров’я персоналом).

198 |
|
Змістовий модуль 1 |
|
|
|
|
|
|
3.Модифікаціявиготовлюваних виробів (наданняпослуг), що здійснюються.
4.Перехід на виготовлення нових видів виробів або надання послуг.
5.Зміни в обсязі або асортименті продукції, що випускається.
6.Удосконалення технологій або обладнання.
7.Підвищення екологічних або законодавчих вимог.
8.Зняття соціально-психологічного напруження в колективах (наприклад, відсутність особистих контактів учасників процесу).
Проектні рішення щодо розташування обладнання значно впливають на виробничу потужність, тому вони повинні мати комплексний, системний характер. Бажання збільшити виробничу потужність можуть вимагати зміни в архітек- турно-будівельних конструкціях, генеральному плані підприємства або місці його розташування. При створенні нового чи диверсифікації діючого виробництва, підготовці до виходу на ринок нового товару або послуги обов’язково виникають проблеми стосовно їх розташування і планування.
Зарубіжний досвід показав, що в межах наявних архітектурних форм будівель компанія не може стати конкурентоспроможною і гнучкою до змін зовнішніх чинників. Реалізація прогресивних проектів у буквальному сенсі «наражається на стіни», позаяк будівлі, споруди та комунікаційні мережі були спроектовані під певну технологію відтворення процесів виробництва і відповідне
розташування обладнання.
Сучасні технології вимагають комплексного підходу до проектування виробів, послуг, змін трудового процесу та стилю роботи. Тому при проектуванні виробничих приміщень архітектурно-будівельні рішення спрямовані на забезпечення гнучкості іможливостівідповідних змін. Проектування будівлі передбачає визначення просторового планування відділів, секторів, робочих груп, виробничих дільниць, верстатного парку обладнання, внутрішніх складів приміщеньтощо.
Метою технологічного планування виробничих та офіс-
них приміщень є оптимальність взаємного розташування об’єктів, що забезпечує рівномірний потік або специфічну форму обслуговування в сервісній організації.
При проектуванні виробничої системи важливе значення мають рішення щодо технологічних планувань, які спрямовані на:
•мінімізацію трудовихвитрат і грошових коштів прифункціонуванні системи;
•довготривалість прийнятих рішень, що робить помилки практично не виправними;
•зменшення вартості й підвищення ефективності операцій, що передбачаються до виконання.
При прийнятті рішення про раціональне розміщення слід зважати на такі чинники:
•розміри виробничих площ і відстань, яку необхідно подолати між різними виробничими елементами;
•прогнозований попит на вироби та послуги підприємства;
•вимоги до здійснення процесу, що враховують кількість операцій і обсяги матеріальних потоків між окремими елементами у схемі розташування;
Тема 7. Просторове організовування операційних (виробничих) систем |
199 |
|
•просторові вимоги до розташування елементів у приміщеннях (оптимальна відстань між елементами з урахуванням розмірів устаткування, зручності виконання операцій, системи обслуговування робочих місць, вимог охорони праці, техніки безпеки);
•просторова доступність у межах самої споруди (будівлі), а при проектуванні нової — можливі будівельні й архітектурні форми.
Технологічне планування передбачає розміщення виробу, процесу та фіксоване розташування обладнання на певній площі.
При масовому виробництві особливо важливим є розмі- Розміщення виробу щення виробу з використанням стандартизованих вироб-
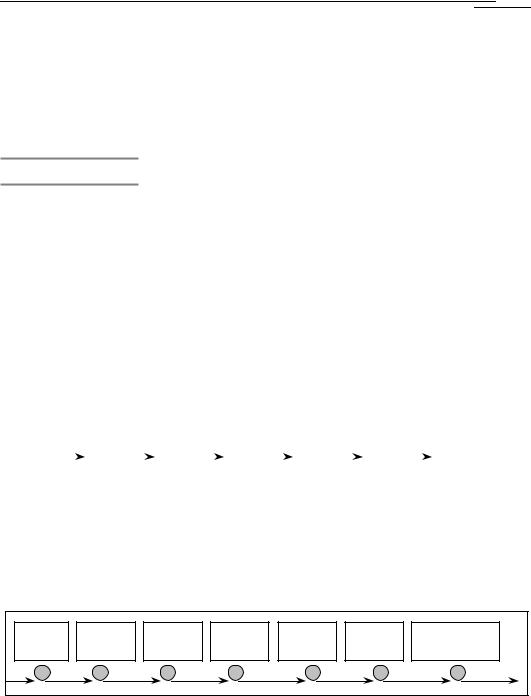
ничих операцій з метою забезпечення повільного і швидкого руху великих обсягів продукту (або споживачів) через виробничу систему. Основною умовою є висока стандартизація виробів або послуг, які вимагають простих стандартних (повторюваних) виробничих операцій, високого рівня спеціалізації праці й устаткування. Оскільки виготовляють один або кілька видів однорідних виробів (надають однорідні послуги), доцільно організувати розміщення обладнання та всього виробництва за перебігом технологічного процесу. Відтак, якщо кожен виріб проходить одну послідовність операцій, виникає можливість застосування переміщення виробів між операціями (робочими місцями) на конвеєрних виробничих лініях, подібних до відображеної на рис. 7.1. Виробнича лінія — це стандартизоване планування, організоване відповідно до фіксованої послідовності виробничих операцій.
Початок – вхід процесу
Сировина |
|
|
Робоче |
|
|
Робоче |
|
|
Робоче |
|
|
Робоче |
|
|
Робоче |
|
або |
|
|
місце- |
|
|
місце- |
|
|
місце- |
|
|
місце- |
|
|
місце- |
|
клієнт |
|
|
операція |
|
|
операція |
|
|
операція |
|
|
операція |
|
|
операція |
|
|
|
1 |
|
2 |
|
3 |
|
|
…. |
|
|
п |
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Кінець – вихід процесу
Готова деталь, задоволення послугою клієнта
Рис. 7.1. Потокова лінія для виробництва продукції або надання послуги
Наприклад, для їдальні або кафетерію (рис. 7.2) типи розташування та планування мають велику варіативність вимог, де неможлива загальноприйнята стандартизація, без якої втрачається більшість переваг масового виробництва.
Розноси |
Салати |
Перша |
Друга |
Хліб, |
Напої |
Ложки, |
|
страва |
страва |
булочки |
виделки, ножі |
||||
|
|
|
Рис. 7.2. Потокова лінія для обслуговування клієнтів у їдальні чи у кафетерії

200 |
|
Змістовий модуль 1 |
|
|
|
|
|
|
До основних переваг розміщення виробів на потокової (складальній) лінії належать: висока продуктивність; низька собівартість одиниці продукції; висока спеціалізація персоналу скорочує витрати й час на навчання; низька вартість переміщення на одиницю продукції завдяки проходженню ними операцій у постійній послідовності; висока ефективність використання трудових ресурсів та устаткування; стандартизація процесів закупівлі, управління та обліку.
Основними недоліками схем розміщення виробів на прямій потоковій (складальній) лінії є:
жорстка спеціалізація вимагає високої інтенсивності виконання монотонних операцій, що внеможливлює їх удосконалення й призводить до моральнопсихологічних проблем персоналу;
низька кваліфікація персоналу підвищує зацікавленість в ефективній експлуатації устаткування та якості продукції;
обмежена гнучкість виробничої системи щодо перебудови (змін обсягів виготовлення або конструкції (проекту) виробів/послуг);
висока залежність системи від поламок устаткування та відсутності деякої кількості робітників на робочих місцях, що викликає її зупинку;
значні витрати на профілактичне обслуговування та ремонт устаткування і підтримання резерву запасних частин;
неможливість індивідуальних змін продукції;
значна відстань переміщення робітників і засобів транспортування.
За значною розмаїття видів технологічного процесу виготовлення виробів і надання послуг просторове розташування стосується функціональних груп верстатів (дільниць), які виконують подібні виробничі операції. Прикладом та-
кого розташування виробничого процесу є механічний цех у складі дільниць токарної, фрезерувальної, свердлильної тощо. Вироби переміщують партіями між дільницями в послідовності, продиктованій технологічними і технічними вимогами до них. Різні вироби можуть вимагати різної технологічної обробки і послідовності операцій. Використання універсального устаткування забезпечує достатню гнучкість для роботи в широкому спектрі вимог стосовно розробки.
Розташування процесу має такі переваги: відповідність різним виробничим вимогам; незначна чутливість до збоїв у роботі устаткування; універсальне устаткування є простішим і дешевшим за параметрами придбання й експлуатації; можливість використання індивідуальних систем стимулювання.
Недоліки розташування процесу: при серійному виробництві суттєві витрати на створення й підтримання матеріально-виробничих запасів; ускладнене планування руху праці, матеріалів та складання графіків; невеликий коефіцієнт використання обладнання (0,5); повільні та неефективні переміщення виробів; відносна складність робіт скорочує діапазон контролю і збільшує витрати на контроль; необхідність планування графіків і маршрутів, розміщення устаткування для кожного виробу або клієнта; невеликий обсяг виробництва призводить до високої вартості одиниці продукції; складність обліку, управління запасами та закупівлями.