

17. Сила резания, её составляющие и их зависимость от условий резания. Мощность резания. Влияние сил резания на качество обработки.
Равнодействующая (действующая) сил, действующих на режущий клин – сила резания.
Силы действующие на задней поверхности не зависят от подачи и толщины срезаемого слоя.
С увеличением глубины резания t силы на задней поверхности увеличиваются прямо пропорционально. С увеличением прочности и твёрдости эти силы так же увеличиваются. При обработке закалённых сталей, отбеленных чугунов силы Nз очень велики Fтз Fтп и износ режущего клина происходит в основном на задней поверхности. При обработке пластичных мягких материалов Рз – невелика определяется Рп, а из режимов резания s,t, т.е. поперечным сечением срезаемого слоя.
Разделить и определить точное значение сил действующих на передней и задней поверхности можно определить эксперементально: метод экстрополяции сил на толщину срезаемого слоя.
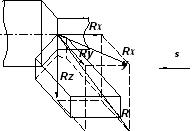
Для отдельных видов обработки сила R раскладывается на удобные составляющие
Точение R=![]()
![]() - осевая составляющая
направлена вдоль оси вращения заготовки
– усилие подачи , пружина для расчёта
на прочность режущего инструмента, на
изгиб резца: расчета на прочность
элементов механизма подачи.
- осевая составляющая
направлена вдоль оси вращения заготовки
– усилие подачи , пружина для расчёта
на прочность режущего инструмента, на
изгиб резца: расчета на прочность
элементов механизма подачи.
R=![]() +
+![]() +
+![]()
![]() +
+![]() =
=![]()
18. Виды износа режущего клина и его влияние признаки. Критерий износа. Влияние износа на качество обработки.
Потеря режущей способности инструментов вызывается: изнашиванием или истиранием контактных поверхностей на рабочих площадках инструмента; выкрашиванием мельчайших частиц на режущем лезвии, которое характерно для инструментов из более хрупких материалов. Основной причиной затупления инструментов при нормальных условиях работы является износ в результате истирания их рабочих поверхностей. Такой износ характерен для всех применяемых инструментов в обрабатывающей промышленности. В зависимости от режимов резания, свойств обрабатываемого материала, условий охлаждения и других факторов превалирующее истирание контактных площадок может быть: по задней поверхности; передней поверхности; одновременно по задней и передней поверхностям.
Превалирующий износ по задней поверхности обычно наблюдается при обработке сталей с малой толщиной среза и низкими скоростями резания, а также при обработке чугуна. Объясняется это следующим: 1) при малых толщинах среза радиус округления режущего лезвия соизмерим с толщиной среза; 2) при тонкой стружке возрастает относительное значение упругой деформации поверхностного слоя; 3) путь трения по задней поверхности больше, чем по передней (из-за наличия усадки стружки).
Преимущественное затупление по задней поверхности наблюдается при работе протяжками, метчиками, зуборезными долбяками, фасонными резцами. Как известно, перечисленные инструменты работают на низких скоростях резания и при малых толщинах среза.
Преимущественный износ по передней поверхности наблюдается в случае большого удельного давления на контактной площадке, когда возникает высокая температура. Эти условия бывают при обработке стали без охлаждения с высокими скоростями резания и большими толщинами среза. При обработке сталей без охлаждения быстрорежущие резцы изнашиваются в основном по передней поверхности, а при работе с охлаждением износ происходит как по передней, так и по задней поверхностям.
На практике чаще всего наблюдается одновременный износ инструмента по задней и передней поверхностям. Он является наиболее общим видом износа. Кроме этого, происходит округление режущего лезвия инструмента. Таким образом, в зависимости от скорости резания, толщины среза и других факторов изменяется характер износа режущих инструментов.
Признак, по которому инструмент считается затупленным (предельная величина его износа), называется критерием затупления или критерием износа. При точении стали сильно затупленным инструментом, вследствие значительного возрастания сил резания на обработанной поверхности появляется блестящая полоска, а при обработке чугуна — полоска желтого цвета или пучок искр. Указанные критерии затупления режущих инструментов соответствуют началу периода катастрофического износа и не могут быть рекомендованы для производства. О чрезмерном увеличении износа инструментов можно также судить по быстрому росту сил резания. Такой критерий затупления называется силовым. Он может применяться в лабораторных условиях, так как для регистрации роста сил резания требуются специальные приборы, размещение которых в цеховых условиях нецелесообразно в связи с усложнением обслуживания станков и др.