

6.16.2 Требования к сварным соединениям днища
6.16.2.1 Окрайки днища должны собираться между собой с клиновидным зазором, равным от 4 до 6 мм по наружному контуру и от 10 до 12 мм по внутреннему контуру, и свариваться односторонними стыковыми швами на остающейся подкладке толщиной 4 мм и шириной от 50 до 60 мм (рисунок 6.24). Длина подкладки должна превышать длину сварного шва на 30 мм во внутреннюю и наружную стороны.

Рисунок 6.24 — Стыковое соединение элементов кольца окраек
6.16.2.2 Для монтажных сварных соединений листов центральной части днища применяются нахлесточные и стыковые соединения на остающейся подкладке. Толщина подкладки — 4 мм. Подкладка должна привариваться к одному из свариваемых листов прерывистым швом, расположенным на нижней стороне листа.
6.16.2.3 Центральная часть днища должна привариваться к кольцу окраек нахлесточным швом с обеспечением величины нахлеста не менее 50 мм.
6.16.2.4 Поперечные швы в смежных рядах центральной части днища при полистовой сборке должны располагаться на расстоянии не менее 500 мм друг от друга.
6.16.2.5 Нахлесточные соединения днища в зоне приварки к окраечным листам или в зонах сопряжения со стенкой должны быть выполнены согласно рисунку 6.25 или преобразованы в стыковое соединение длиной не менее 300 мм на остающейся подкладке согласно рисунку 6.26.
6.16.2.6 Усиление стыковых швов окраек в местах сопряжения с нижним поясом стенки и нахлеста с центральной частью днища должно быть снято заподлицо с основным металлом.
6.16.2.7 Листы в рулонных полотнищах днищ, изготавливаемых на заводе, должны свариваться встык двусторонней автоматической сваркой под флюсом без разделки или с разделкой кромок.
6.16.2.8 Монтажные нахлесточные соединения днищ свариваются только с верхней стороны.
6.16.2.9 Для сварных соединений днищ допускаются нахлесточные соединения с тройным нахлестом в местах сопряжения центральной части днища с окрайками. Соединение должно быть выполнено в соответствии с рисунком 6.25. При опрессовке увеличенного зазора между листами допускается производить местный подогрев до температуры от 600 °С до 650 °С.
6.16.2.10 Приварка подкладных пластин для опирания опорных стоек плавающих крыш или понтонов к днищу должна выполняться непрерывным угловым швом по периметру пластины катетом, равным толщине пластины.
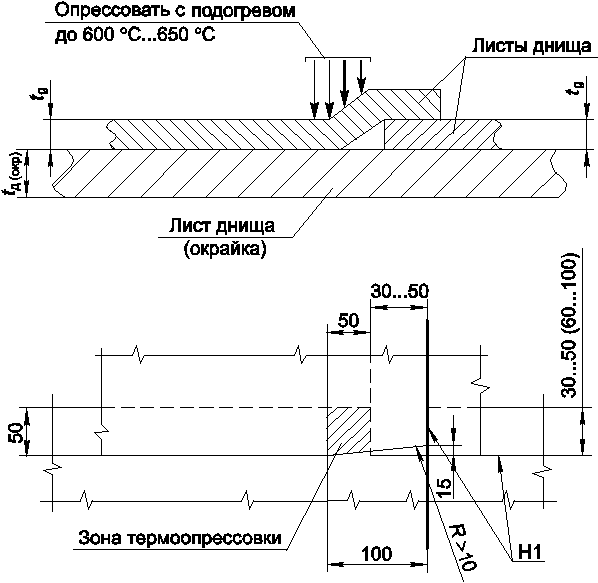
Рисунок 6.25 — Нахлесточное соединение листов днища

Рисунок 6.26 — Нахлесточное соединение листов днища в зонах сопряжения со стенкой
6.16.3 Требования к вертикальным и горизонтальным сварным швам стенки
6.16.3.1 Вертикальные и горизонтальные швы стенки должны быть стыковыми с полным проплавлением кромок по толщине листа.
6.16.3.2 Вертикальные соединения листов в смежных поясах стенки должны быть смещены относительно друг друга на расстояние не менее 10t, где t — толщина нижележащего пояса стенки, но не менее чем на 100 мм (см. рисунок 6.1).
6.16.3.3 Допускается располагать на одной линии вертикальные монтажные швы стенок резервуаров IV класса опасности, изготавливаемых методом рулонной сборки.
6.16.3.4 Допускается применение нахлесточных монтажных сварных швов для резервуаров IV класса опасности, изготавливаемых методом рулонной сборки в случае положительного заключения головной специализированной организации по сварке.
6.16.3.5 Расстояние от вертикальных сварных швов первого пояса стенки до стыковых швов окраек днища должно составлять не менее 100 мм.
6.16.3.6 Расстояние от сварного шва приварки обечайки люка (патрубка) или шва приварки усиливающего листа люка или патрубка к стенке до вертикального стыкового шва стенки должно составлять не менее 250 мм, а до горизонтального шва стенки — не менее 100 мм (исключая случаи перекрытия швов стенки усиливающими листами или пересечения их обечайками патрубков).
6.16.3.7 Смещение кромок в сварных стыковых соединениях не должно превышать 10 % от наименьшей толщины свариваемых листов, но должно быть не более 3 мм.
6.16.3.8 Листы стенки должны совмещаться гладко по внутренней поверхности резервуара.