

технология литейного производства
.pdfв неподвижные формы. На пульсирующем конвейере формы заливают в про- межутке между их шаговыми перемещениями. На непрерывно движущемся конвейере заливку форм осуществляют в процессе их движения со специаль- ной платформы, которая перемещается параллельно и синхронно конвейеру.
Автоматические заливочно-дозирующие устройства одновременно вы- полняют операции дозирования и заливки. По принципу действия их подраз- деляют на электромеханические, пневматические, электромагнитные и ком- бинированные. В электромеханических устройствах для дозирования и выда- чи металла используют наклоняющиеся ковши секторного (рис. 43, а), бара- банного или чайникового типа, а также ковши со стопорной (рис. 43, б) и ши- берной выдачей металла. Дозирование порции металла осуществляют по вре- мени его выдачи или по массе, а в наклоняющихся ковшах и по объему.
Рис. 43. Заливочно-дозирующие устройства
Впневматических подающих устройствах дозу расплава вытесняют из емкости сжатым воздухом или инертным газом (рис. 43, в). Расход металла регулируют изменением давления газа, а требуемую порцию дозируют по времени или по массе. В комбинированном пневмостопорном устройстве (рис. 43, г) используется принцип вытеснения расплава газом и стопорной выдачи металла.
Вэлектромагнитных подающих устройствах слив металла осуществля-
ют с помощью бегущего электромагнитного поля или магнитодинамического насоса МДН (рис. 44).
Установка с МДН состоит из тигля 3 с крышкой 2. Тигель сообщен со сливным каналом через два боковых вертикальных и горизонтальных канала. Боковые каналы 7 и 9 охвачены индукторами 4 и 8 с обмотками 6. Участок
соединения трех каналов расположен в межполюсном зазоре электромагнита
91

10 с обмотками 11. При включении обмоток индукторов в сеть по металлу идет ток, который, воздействуя с внешним магнитным полем, создает элек- тромагнитные силы, оказывающие силовое воздействие на расплав.
Рис. 44. Установка с магнитодинамическим насосом
При включении индукторов в режим насоса, а электромагнита – в ре- жим нагнетания электромагнитные силы выталкивают расплав по каналу 5 в металлопровод 1, и он выливается в форму. Раздельное управление электро- магнитными системами позволяет регулировать как скорость заливки, так и температуру металла. Дозирование осуществляют по времени разливки, объ- ему или массе.
Преимуществом МДН является малая инерционность, отсутствие необ- ходимости герметизации ванны с металлом, возможность снижения насы- щенности металла газами и содержания в нем оксидных включений, допол- нительного нагрева металла и полной автоматизации процесса заливки.
В формы металл заливают короткой струей, не допуская ее разрыва и разбрызгивания. Начальную порцию расплава из ковша или заливочного уст- ройства в форму сливают слабой струей, затем мощность струи увеличивают с целью быстрого заполнения литниковой чаши или воронки. В дальнейшем расход металла выбирают таким, чтобы он был достаточным для поддержи- вания уровня металла в чаше. При этом режим заполнения полости формы расплавом регулируется статическим напором заливаемого металла и соот- ветствующими размерами элементов литниковой системы. Заливку прекра- щают при появлении расплава в выпоре или после заполнения прибыли.
При автоматической разливке металла на литейных конвейерах про-
должительность цикла дозирования и заливки задана производительностью формовочных автоматов. Если она меньше оптимальной продолжительности
92
заполнения одной формы, то дозированную порцию металла сливают в ме- таллоприемные емкости. На автоматических литейных линиях с непрерыв-
ным движением конвейера роль такой емкости выполняют металлоприемные желоба, а на пульсирующих конвейерах – накопительные чаши. Режим за-
полнения форм из них определяется уровнем расплава в приемной емкости и литниковой системой. Применение промежуточных металлоприемников по- зволяет обеспечить требуемый режим заполнения формы при высокой произ- водительности литейных автоматических линий. Однако металлоприемники имеют большую поверхность охлаждения расплава, поэтому для компенса- ции потерь теплоты в них необходимо повышать температуру жидкого ме- талла.
Температуру заливки конкретного литейного сплава определяют по его перегреву относительно температуры ликвидуса. Выбор перегрева зависит от его влияния на структуру и механические свойства сплава, толщины (мини- мальной, преобладающей) и протяженности стенок отливки, склонности сплава к пленообразованию, теплофизических свойств материала формы и ее начальной температуры.
Температурный режим заливки. При повышении температуры стали возрастает ее жидкотекучесть, что имеет практическое значение при заливке тонкостенных отливок.
Чем выше температура заливки металла, тем лучше концентрируется усадочная раковина и пористость в прибыли, уменьшаются газовые и неме- таллические включения, что обеспечивает более высокие механические свой- ства отливок.
При пониженных температурах снижается объем усадочной раковины и уменьшается пригар. Это может быть использовано при создании таких усло- вий заливки, когда металл в прибыли будет иметь более высокую температу- ру, чем сама отливка. Практически это достигается доливкой прибылей горя- чим металлом, засыпкой открытой поверхности прибыли малотеплопровод- ным материалом, применением экзотермических прибылей и т.д. Таким обра- зом, при выборе температуры заливки стали следует в каждом случае искать оптимальное решение.
Замер температуры стали производится термопарой погружения перед выпуском и после выпуска из печи.
На дне ковша и у стенок металл охлаждается быстрее, чем в середине,
вследствие чего в первый момент после открытия стопора в форму поступает наиболее холодный металл. Поэтому при стопорной заливке рекомендуется тонкостенные сложные отливки или формы, изготовленные на хромомагнези- те и хромистом железняке, заливать в середине заливки.
Рекомендуемые температуры заливки стали приведены в табл. 22. Фор- мы, изготовленные на хромомагнезите или хромистом железняке, заливать сталью с температурой на 15-20 оС выше указанной в табл. 22 [7].
93
|
Температура стали при заливке в песчаные формы |
|
Таблица 22 |
|||
|
|
|
||||
Группы отливок |
Толщина сте- |
Масса отливки, |
Температура заливки форм по термопаре погружения, град. |
|||
|
нок отливки, |
кг |
стали углеродистые |
сталь 110Г13Л |
сталь 75Х28Л |
|
|
мм |
|
25Л, 35Л, 45Л |
|
|
|
|
6-20 |
до 100 |
1580-1540 |
1450-1430 |
1640-1610 |
|
|
1560-1540 |
1440-1430 |
1630-1610 |
|||
Сложные тонкостенные, в том чис- |
|
|
||||
12-25 |
до 500 |
1550-1520 |
1440-1420 |
1630-1600 |
||
ле склонные к трещинам |
1530-1520 |
1430-1420 |
1610-1600 |
|||
|
|
|||||
|
20-30 |
до 3000 |
1540-1520 |
1440-1420 |
1530-1510 |
|
|
1520-1530 |
1430-1420 |
1520-1510 |
|||
|
|
|
||||
Фасонные среднего развеса, в том |
30-75 |
до 5000 |
1550-1520 |
1440-1420 |
1590-1565 |
|
числе склонные к трещинам |
1520-1530 |
1430-1420 |
1570-1565 |
|||
|
|
|||||
Фасонные тяжелого веса, в том чис- |
75-150 |
свыше 5000 |
1540-1520 |
- |
- |
|
ле склонные к трещинам |
до 25000 |
1530-1520 |
- |
- |
||
|
||||||
Массивные отливки простейшей |
150-500 |
свыше 10000 |
1520-1500 |
- |
- |
|
до 25000 |
||||||
конструкции |
|
|
|
|
||
свыше 500 |
свыше 25000 |
1510-1500 |
- |
- |
||
|
||||||
94
Выдержка стали в ковше. После выпуска из печи сталь выдерживается в ковше в течение 10-15 мин. Во время выдержки металла в ковше происхо- дят всплывание неметаллических включений, выделение значительного ко- личества растворенных газов, выравнивание температуры по объему ковша.
Средняя скорость охлаждения стали в ковшах различной емкости при- ведена в табл. 23 [7].
|
Таблица 23 |
|
Средняя скорость охлаждения стали в ковшах |
||
Емкость ковша, т |
Средняя скорость охлаждения металла, град/мин |
|
0,15 |
25-60 |
|
0,50 |
12-25 |
|
0,70 |
9-25 |
|
1,00 |
7-20 |
|
3,00 |
5-15 |
|
4,50 |
5-12 |
|
6,00 |
5-10 |
|
12,00 |
3-6 |
|
15,00 |
2-4 |
|
Температура заливки чугуна. Заливку форм следует вести с полным за- полнением литниковой чаши или воронки, не допуская перерыва в заполне- нии формы и понижения уровня металла в стояке. Высота струи от носика ковша до чаши или воронки не должна быть более 150-200 мм. Для преду- преждения попадания шлака в форму необходимо перед заливкой удалять ос- новную часть шлака с поверхности чугуна. При заливке средних и крупных форм целесообразно применение пробок. Рекомендуемые температуры за- ливки чугуна в песчаные формы приведены в табл. 24.
Выдержка чугуна в ковше. При выдержке чугуна в ковше происходит выравнивание и падение температуры. Средняя скорость падения температу- ры приведена в табл. 25.
Температура заливки отливов из цветных сплавов. Цветные сплавы имеют склонность к поглощению газов и окислению, поэтому при заливке форм необходимо поддерживать небольшую высоту струи, не допуская раз- брызгивания. Рекомендуемые температуры заливки цветных сплавов приве- дены в табл. 26.
Охлаждение отливки. Процесс превращения сплава в отливку, совер- шающийся в форме, можно рассматривать как некоторый обобщенный тех- нологический путь. Произведение силы на путь есть работа. Отсюда понятие «работа литейной формы». Взаимодействие формы с залитым в нее сплавом делится на этапы.
Первый этап. Взаимодействие поверхности стенок литейной формы с жидким сплавом. Продолжительность этапа на данном участке поверхности формы от долей секунды до 2-3 с. На данном этапе возможно размывание и
95
частичное разрушение элементов литейной формы металлическим потоком.
Может происходить проникновение металлического расплава в поры формы с образованием механического пригара. Из поверхностного слоя формы могут выделяться газы, которые в виде пузырьков будут всплывать в верхнюю часть отливки.
Температура чугуна при заливке в песчаные формы |
|
Таблица 24 |
|||||||||
|
|
|
|
|
|||||||
Группа отливок |
|
|
Толщина сте- |
Температура заливки, оС |
|
|
|||||
|
|
|
нок, мм |
|
по термопаре |
|
по пиромет- |
|
|
||
|
|
|
|
|
|
|
|
ру |
|||
|
|
|
до 4 |
|
1450-1360 |
1340-1330 |
|
|
|
||
|
|
|
4-10 |
|
|
1430-1340 |
1340-1310 |
|
|
|
|
Отливки из серого и высокопрочного |
|
10-20 |
|
|
1400-1320 |
- |
|
|
|
||
|
20-50 |
|
|
1380-1300 |
- |
|
|
|
|||
чугуна |
|
|
|
|
|
|
|
||||
|
|
50-100 |
|
|
1340-1230 |
- |
|
|
|
||
|
|
|
|
|
|
|
|
||||
|
|
|
100-150 |
|
1300-1200 |
1220-1180 |
|
|
|
||
|
|
|
более 150 |
|
1280-1180 |
- |
|
|
|
||
|
|
|
до 4 |
|
1480-1380 |
- |
|
|
|
||
Отливки из ковкого чугуна |
|
|
4-10 |
|
|
1450-1360 |
- |
|
|
|
|
|
|
|
10-20 |
|
|
1430-1350 |
- |
|
|
|
|
Отливки из отбеленного чугуна, коле- |
|
- |
|
|
1320-1300 |
- |
|
|
|
||
са с отбеленным ободом |
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
Отливки из высокохромистых чугунов |
|
- |
|
|
1400-1340 |
1340-1280 |
|
|
|
||
Отливки из жаропрочных чугунов |
|
|
- |
|
|
1340-1320 |
1300-1270 |
|
|
|
|
Средняя скорость охлаждения чугуна в ковшах |
|
Таблица 25 |
|||||||||
|
|
|
|
|
|||||||
Емкость ковша, т |
Средняя скорость охлаждения металла, град/мин |
|
|
||||||||
0,05 |
|
|
|
|
|
15-40 |
|
|
|
|
|
0,3 |
|
|
|
|
|
10-20 |
|
|
|
|
|
1-2 |
|
|
|
|
|
5-10 |
|
|
|
|
|
2-4 |
|
|
|
|
|
2-5 |
|
|
|
|
|
Температура металла при заливке |
|
Таблица 26 |
|||||||||
|
|
|
|
|
|||||||
Сплав |
Толщина сте- |
|
Температура вы- |
|
Температура |
|
|||||
|
|
нок, мм |
|
пуска из печи, оС |
|
заливки, оС |
|||||
Алюминиевое литье |
|
|
до 10 |
|
|
730-750 |
|
710-730 |
|
|
|
|
10-20 |
|
|
710-730 |
|
700-710 |
|
|
|
||
(типа силумин) |
|
|
|
|
|
|
|
||||
|
свыше 20 |
|
|
700-710 |
|
690-700 |
|
|
|
||
|
|
|
|
|
|
|
|
||||
Оловянная и |
|
|
до 10 |
|
|
1150-1200 |
|
1100-1150 |
|
|
|
|
10-20 |
|
|
1100-1150 |
|
1050-1100 |
|
|
|
||
фосфористая бронзы |
|
|
|
|
|
|
|
||||
|
свыше 20 |
|
|
1060-1100 |
|
1000-1050 |
|
|
|
||
|
|
|
|
|
|
|
|
||||
Кремнистая латунь |
|
|
до 10 |
|
|
1130-1180 |
|
1100-1150 |
|
|
|
|
свыше 10 |
|
|
1080-1130 |
|
1050-1100 |
|
|
|
||
|
|
|
|
|
|
|
|
||||
Алюминиевая бронза |
|
|
до 10 |
|
|
1150-1250 |
|
1100-1200 |
|
|
|
96
Второй этап. Взаимодействие поверхностного слоя формы с коркой. Продолжительность этапа от нескольких до десятков секунд. В твердой корке на этом этапе могут существовать участки жидкости, в которых развивается обратная ликвация. Отливка отдает основное количество теплоты перегрева. Тепловой поток начинает распространяться вглубь стенок литейной формы. Начинается взаимодействие атмосферы формы с металлом отливки; образу- ются оксиды металлов, которые вступают в химические реакции с материа- лами формы; появляется химический пригар. На поверхности раздела литей- ной формы и отливки повышается давление газов, обычно приводящее к мик- роискажению металлической поверхности, а также к образованию поверхно- стных газовых пузырей в отливке.
Третий этап. Взаимодействие литейной формы с затвердевающей от- ливкой. Продолжительность этапа от нескольких минут до десятков часов, в зависимости от толщины стенки отливки. Затвердевание последовательно продвигается вглубь отливки; тепловой поток последовательно прогревает стенки литейной формы. Формирование химической фазы пригара в форме и измененного приповерхностного (обезуглероженного) слоя в отливке завер- шается. Происходит интенсивное механическое взаимодействие отливки и литейной формы. Размеры отливки уменьшаются, размеры формы могут уве- личиваться. Усадке выступающих частей отливки препятствуют помещаю- щиеся между ними объемы литейной формы, что может приводить к трещи- нам. Газовые процессы перестают играть существенную роль. Под действием теплоты отливки в формовочных материалах происходит процесс, ведущий к их упрочнению или, наоборот, разупрочнению, что определяет их выбивае- мость.
Четвертый этап. Взаимодействие литейной формы с затвердевшей ох- лаждающейся отливкой. Продолжительность этапа от часов до нескольких суток. Отливка и литейная форма охлаждаются как единое целое. Процесс за- вершается, когда отливка приобретает температуру, приемлемую для ее вы- бивки. После затвердевания отливку выдерживают в форме для охлаждения до температуры выбивки.
Чем выше температура выбивки, тем короче технологический цикл из- готовления отливки и больше производительность формовочно-заливочного участка. Однако высокая температура выбивки нежелательна из-за опасности разрушения отливки, образования дефектов или ухудшения ее качества.
Вблизи температуры кристаллизации сплавы имеют низкие прочностные и пластические свойства, поэтому опасность разрушения отливок особенно ве- лика. Кроме того, на воздухе отливки остывают быстрее, чем в форме. При этом неравномерность охлаждения массивных и тонких сечений усиливается, и уровень внутренних напряжений в отливке возрастает. Ранняя выбивка мо- жет привести к образованию трещин, короблению и сохранению в отливке высоких остаточных напряжений. Длительная выдержка в форме с целью ох-
лаждения до низкой температуры нецелесообразна с экономической точки
97
зрения, так как удлиняет технологический цикл изготовления отливки. По-
этому выбивку стремятся производить при максимально высокой допустимой температуре. Она зависит от природы сплава, а также от конструкции (слож- ности) отливки. Стальные отливки рекомендуют охлаждать в форме до 500-700 оС, чугунные до 400-500 оС. Сложные отливки, склонные к образова- нию трещин, охлаждают в форме до 200-300 оС, а отливки, не склонные к об- разованию трещин, до 800-900 оС. Температура выбивки отливок из бронз со-
ставляет 300-500 оС, из алюминиевых и магниевых сплавов соответственно
200-300 и 100-150 оС.
Продолжительность выдержки в форме определяется толщиной стенки отливки, свойствами залитого сплава и литейной формы, температурой вы- бивки. Она может быть рассчитана или определена экспериментально. В за- висимости от природы сплава и конструкции отливки время выдержки в пес- чаной форме составляет от нескольких минут до суток и даже недель.
Для сокращения продолжительности охлаждения отливок иногда ис- пользуют методы принудительного охлаждения. Например, формы, залитые на конвейере, охлаждают обдувкой их воздухом в охладительных галереях. Остывание крупных отливок интенсифицируют установкой в форму змееви- ков или труб, по которым пропускают воздух или воду. В некоторых случаях воздух (газ) пропускают через зазор между отливкой и формой.
Средняя скорость охлаждения отливок в формах колеблется от 2 до 150 °С/мин. Скорость охлаждения выбирают с учетом толщины стенок от- ливки и прочностных свойств сплава. При большой разнице скоростей охла- ждения отдельных частей отливок возникают большие термические напряже- ния, которые могут привести к короблению отливок или появлению в них трещин.
При принудительном охлаждении отливок возможно не только сокра- щение продолжительности выдержки их в форме, но также выравнивание
скоростей охлаждения тонких и массивных узлов и снижение термических напряжений.
Определение времени выдержки отливок в формах после заливки. При определении выдержки отливок в формах за основу принимают температуру, начиная с которой отливку можно охлаждать на воздухе без опасения полу- чить холодные трещины и другие дефекты, вызванные изменением условий охлаждения. Скорость и равномерность охлаждения отливки зависят от тем- пературы воздуха, наличия сквозняков и теплофизических свойств сплава.
Определение времени выдержки стальных фасонных отливок. Для оп-
ределения времени выдержки стальных отливок необходимо знать массу от- ливки, преобладающую толщину стенки и марку стали.
Время выдержки отливок определяют по формуле [7] |
|
|||
τ = |
Q ×Т |
× К , |
(3) |
|
Р |
||||
|
|
|
||
|
|
|
98 |
|
где Q – масса отливки, кг; Т – расчетная толщина стенки, мм; Р – поверхность охлаждения отливки, дм2; К – коэффициент, зависящий от веса и конфигура- ции.
Для мелких и средних отливок К = 0,06-0,10. Для средних и крупных отливок К = 0,02-0,03.
Преобладающая расчетная толщина стенки отливки определяется сле- дующим образом: при неравномерной толщине стенки отливки за расчетную принимается та поверхность, которая составляет более половины поверхно- сти всей отливки; при разнице толщин стенок в 2 и более раз за расчетную принимается массивная стенка, если ее поверхность составляет не менее 20 % поверхности всей отливки; при плавном переходе от одного сечения к друго- му за расчетную принимается толщина стенки, составляющая 50-70 % от суммы толщин стенок.
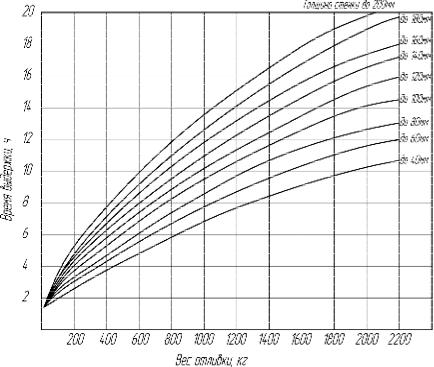
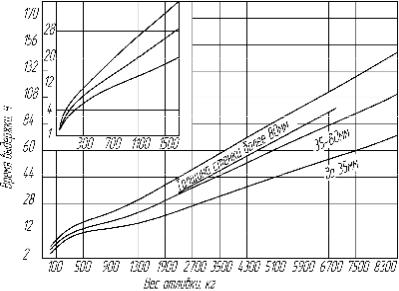
На основании расчетных данных и производственного опыта Уралмаш- заводом разработаны графики для определения оптимального времени вы- держки отливок в формах в зависимости от массы, марки стали и преобла- дающей толщины стенки отливок (рис. 45, 46). Диаграммы построены для от- ливок из углеродистых и легированных сталей (110Г13Л и типа 35ХНЛ).
Рис. 45. Диаграмма выдержки в формах отливок из углеродистых сталей
Для отливок с равномерной толщиной стенки время выдержки прини- мается на 10-20 % меньше приводимого в диаграмме.
Для отливок, склонных к трещинам, время выдержки принимается на
99
20 % больше указанного в диаграмме.
Рис. 45. Диаграмма выдержки в формах отливок из легированных сталей
Определение времени выдержки чугунных отливок. Оптимальное время выдержки чугунных отливок массой до 2000 кг определяется по табл. 27 [7].
Таблица 27
Оптимальное время выдержки чугунных отливок
Масса от- |
до |
10- |
50- |
100- |
250- |
500- |
750- |
1000- |
1250- |
1500- |
1750- |
|
ливки, кг |
10 |
50 |
100 |
250 |
500 |
750 |
1000 |
1250 |
1500 |
1750 |
2000 |
|
Выдержка, |
1,0 |
1,5 |
2,0 |
3,0 |
5,0 |
7,0 |
9,0 |
11,0 |
13,0 |
15,0 |
17,0 |
|
ч |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
Для деталей из высокопрочного чугуна время выдержки, полученное по номограмме, следует умножить на коэффициент К = 1,5. При формовке в почве продолжительность выдержки должна быть увеличена на 20-30 %.
Определение времени выдержки отливок из цветных сплавов. Продол-
жительность выдержки отливок в форме зависит от степени их сложности и материала отливки. Время охлаждения колеблется в зависимости от массы отливки в широких пределах (от 5-10 мин до нескольких суток) и определяет- ся опытным путем в каждом конкретном случае.
Рекомендуется отливки из магниевых сплавов выбивать при температу- ре 100-150 оС, отливки из легких сплавов – при температуре 250-350 оС, от- ливки из сплавов на медной основе – при температуре 300-400 оС.
При ранней выбивке отливки, не обладая необходимой прочностью, легко ломаются и, подвергаясь резкому охлаждению на воздухе, получают
высокие внутренние напряжения вследствие неравномерного охлаждения толстых и тонких сечений, что приводит к короблению и образованию тре-
100