

1. Назовите основные внешние признаки, отличающие газовый дефект от усадочного.
Усадочная раковина – дефект в виде открытой или закрытой полости, образующейся в тепловых узлах отливки. Поверхность такой раковины обычно грубая, иногда окисленная.
Причина: Затрудненное питание отливки.
Газовая раковина - дефект в виде полости. Газовая раковина в отличие от усадочной имеет сферическую форму и гладкую чистую поверхность. Образуется газами, попавшими в отливку при взаимодействии жидкого металла с материалом формы или выделившимися из металла при его затвердевании.
2. Как влияет продолжительность заливки на образование объемных газовых раковин.
Газовые раковины — открытые или закрытые пустоты в теле отливки с чистой и
гладкой поверхностью, которые возникают из-за недостаточной
газопроницаемости формы и стержней, повышенной влажности формовочных смесей
и стержней, насыщенности расплавленного металла газами и др.
Газовые раковины в отливке образуются при нарушении газового потока в форме, т. е. тогда, когда газовые пузырьки с поверхности формы проникают в жидкий металл отливки и не успевают выйти из него до кристаллизации.
При заливке формы нужно следить за заполнением формы металлом, скорость должна быть постоянной, струя металла не должна прерываться, а литниковая чаша должна быть наполнена. При полной до краев чаше в стояк поступает чистый металл, а легкий шлак находится наверху. Кроме того, обеспечивается непрерывная подача металла в форму при одном и том же напоре. Во время заливки металла литниковая чаша обязательно должна быть полной. При недостаточно большой глубине металла в чаше образуется воронка, через которую воздух и шлак, плавающий на поверхности металла, могут попасть в стояк и затем в отливку
Для устранения дефектов отливок по газовым раковинам необходимо обеспечивать рациональный режим заливки форм (с определенным статическим давлением и оптимальной температурой металла).
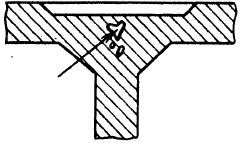
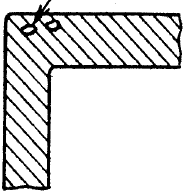
3. Отливка склонна к образованию холодных трещин. В какие ее части (тонкие или толстые) следует подводить металл.
Х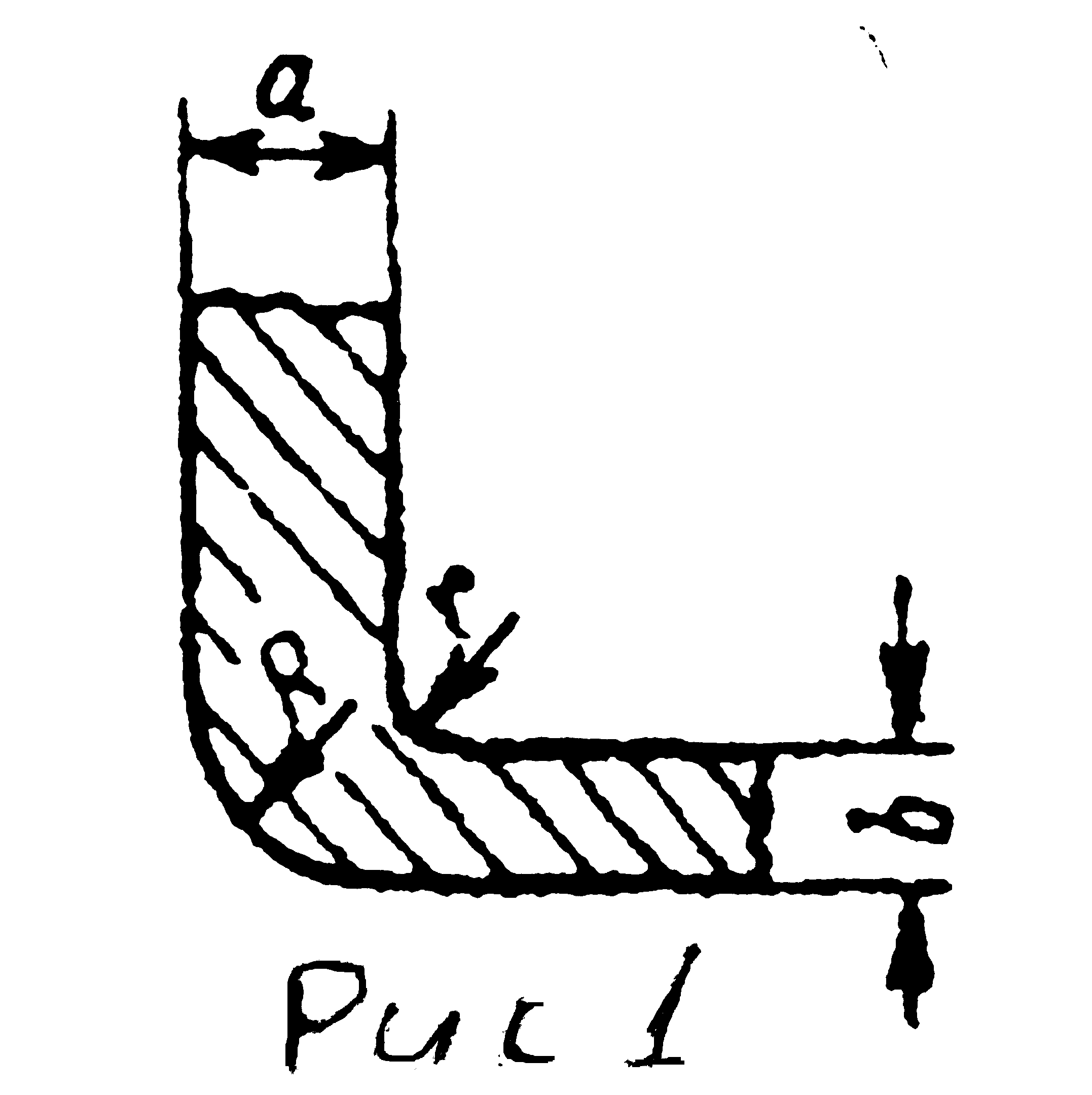 олодная
трещина –
дефект в виде разрыва тела затвердевшей
отливки, отличается сравнительно гладкой
светлой поверхностью и, как правило,
имеет прямолинейную форму.
олодная
трещина –
дефект в виде разрыва тела затвердевшей
отливки, отличается сравнительно гладкой
светлой поверхностью и, как правило,
имеет прямолинейную форму.
Дефект образуется в твердом металле в местах наибольшего воздействия внутренних напряжений, т.е. в зонах перехода от толстых сечений к тонким. Поэтому во избежание холодных трещин металл подводят к более тонким частям отливки.
4. Как определить по чертежу детали класс точности отливки.
Класс точности отливки определяется по указанным на чертеже детали предельным отклонениям размеров. Эти отклонения даются или непосредственно после номинальных размеров (например, 20+0,18), или в технологических условиях с указанием номера квалитета (например, +(IT14)/2, где IT14 – обозначение четырнадцатого квалитета точности).
5. Как определить класс точности отливки, если на чертеже детали не указаны допуски и квалитеты.
Если на чертеже по некоторым размерам предельные отклонения не указаны и нет соответствующих указаний в технических условиях, то эти размеры отвечают квалитетам IT12-IT16. Для определения класса точности отливки необходимо найти квалитеты всех размеров детали. Класс точности определяется по наименьшему квалитету для всех размеров обработанной детали.