

54.В чем состоит особенность питания отливок из ковкого чугуна?
Особенностью получения отливок из ковкого чугуна является то, что исходный материал – белый чугун имеет пониженную жидкотекучесть, что требует повышенной температуры заливки при изготовлении тонкостенных отливок.
Отливки изготавливают в песчаных формах, а также в оболочковых формах и кокилях. Ковкий чугун имеет пониженные литейные свойства. Жидкотекучесть ниже, чем серого и высокопрочного чугунов, но выше, чем стали, и возрастает с повышением содержания углерода, кремния и фосфора. Объем усадочных раковин при затвердевании белого чугуна составляет 4,0-6,5% и зависит от податливости литейной формы. Для получения плотных отливок из ковкого чугуна при разработке конструкции предусматривают направленность затвердевания и хорошее питание прибылями.
Линейная усадка отливок из ковкого чугуна зависит от химического состава, прочности и влажности литейной формы, геометрических размеров отливки, температуры заливки, типа ковкого чугуна, обезуглероживания при отжиге.
55. В чем заключается особенность конструкции питающих бобышек и боковых прибылей?
П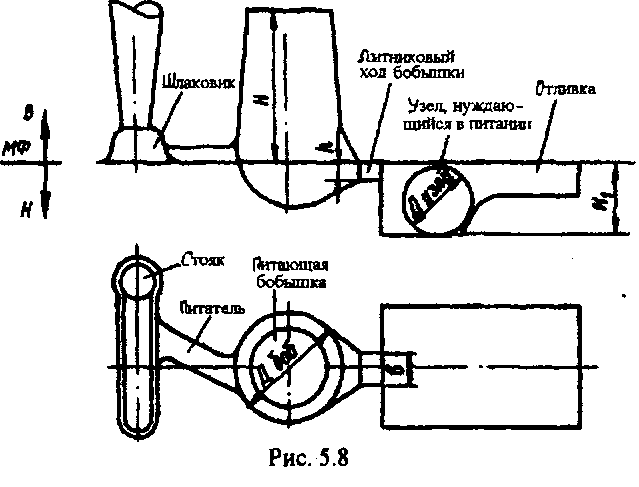 итающие
бобышки применяются
для чугунных отливок, имеющих местные
узлы диаметром вписанной окружности
более 30 мм. Конструкция питающей
бобышки и подвод металла показаны на
рис. 5.8. При расчете питающей бобышки
определяется
ее диаметр и высота Н:
итающие
бобышки применяются
для чугунных отливок, имеющих местные
узлы диаметром вписанной окружности
более 30 мм. Конструкция питающей
бобышки и подвод металла показаны на
рис. 5.8. При расчете питающей бобышки
определяется
ее диаметр и высота Н:
С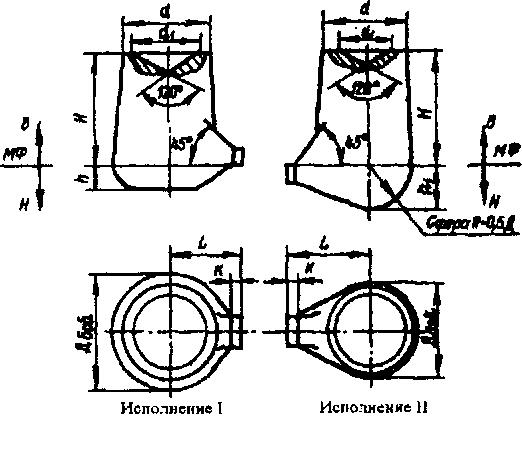 ечение
литникового хода вычисляется по
соотношению FЛ.Х=1,8*Fпит
ечение
литникового хода вычисляется по
соотношению FЛ.Х=1,8*Fпит
Размеры Ь и h подбираются в зависимости от величин FЛХ.
При питании от одной бобышки нескольких отливок сечение бобышки следует увеличить на 25-40 %.
В зависимости от расположения отливки в форме литниковый ход может быть выполнен в нижней или в верхней полуформе (рис. 5.9). Размеры питающих бобышек приведены в табл. 5.6.
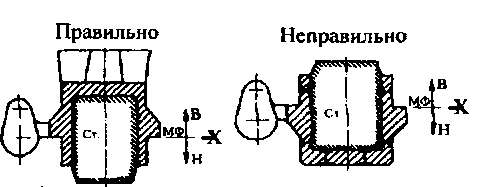
Боковая прибыль - компактный прилив на боковой поверхности отливки, предназначенный для ее питания во время остывания и затвердевания сплава. Боковая прибыль, устанавливаемые по разъему формы, не могут пропитать нижнюю толстую стенку отливки
![]()
56.Как определить класс точности детали по чертежу отливки?
Выбор и назначение класса размерной точности зависит от ряда факторов, которые в значительной мере влияют на разброс размеров отливки при ее изготовлении. К этим факторам относятся :способ литья; габаритные размеры литойдетали; тип применяемого литейного сплава; вид термообработки отливки; сложность конструкции отливки; серийность производства.
Меньшие значения классов относятся к простым отливкам; отливкам меньших габаритных размеров и массы; отливкам, изготавливаемых в условиях массового автоматизированного производства.
2. Средние значения классов относятся к отливкам средней сложности; отливкам средних значений размеров и массы; отливкам, изготавливаемым в условиях механизированного серийного производства.
3. Большие значения классов относятся к отливкам сложной конструкции; отливкам наибольших значений массы и размеров; отливкам, изготавливаемым в условиях единичного и мелкосерийного производства.
Класс точности отливки определяется по указанным на чертеже детали предельным отклонениям размеров. Эти отклонения даются или непосредственно после номинальных размеров (например, 20+0,18), или в технологических условиях с указанием номера квалитета (например, +(IT14)/2, где IT14 – обозначение четырнадцатого квалитета точности).