

технология литейного производства
.pdfСтальные отливки зачищают также газокислородными горелками, ко- торые применяют для обрезки литников и прибылей.
Термическая обработка отливок. Отливки в литом состоянии имеют крупнозернистую структуру, высокую твердость, низкие прочностные и пла- стические свойства. В них сохраняются значительные внутренние напряже- ния. Структура и свойства отливок могут быть значительно улучшены терми- ческой обработкой. Вид обработки (отжиг, нормализация, закалка, отпуск) определяется природой сплава, конфигурацией отливки и техническими ус- ловиями.
Стальные отливки обычно подвергают термической обработке в два этапа. Сначала проводят предварительную термообработку (отжиг, нормали- зацию или нормализацию с отпуском) для снятия внутренних напряжений, измельчения структуры и уменьшения твердости перед механической обра- боткой. При отжиге эти задачи решаются полнее, однако недостатком этого вида обработки является большая продолжительность. Поэтому отжигают лишь отливки, склонные к образованию значительных внутренних напряже- ний. Отливки простой конфигурации подвергают нормализации. Для отливок ответственного назначения назначают нормализацию и отпуск. При оконча-
тельной термической обработке стальные отливки подвергают нормализации и отпуску или заколке и отпуску. Выбор закалочной среды (вода или масло) зависит от состава стали (ее закаливаемости) и сложности отливки, а темпе- ратура отпуска (низкий, средний или высокий) – от требуемых механических свойств отливки. По мере повышения температуры отпуска прочность и твердость снижаются, а пластические свойства и ударная вязкость повыша- ются. Если нагрев и охлаждение отливок происходят в окислительной среде, то поверхность покрывается окалиной. Поэтому отливки подвергают повтор- ной очистке. Механически обработанные стальные отливки при необходимо- сти подвергают цементации, азотированию и другим видам химико- термической обработки.
Чугунные отливки подвергают термической обработке значительно ре- же. Ее применяют для снятия внутренних напряжений, стабилизации разме- ров, снижения твердости и улучшения обрабатываемости, повышения меха- нических свойств или износостойкости. При низкотемпературном отжиге (500-630 оС) снимаются внутренние напряжения и стабилизируются размеры отливки, а механические свойства практически не изменяются. При низко- температурном графитизирующем отжиге (680-750 оС) происходит графити- зация и частичная сфероидизация эвтектоидного цементита. Вследствие этого снижаются прочность и твердость, но улучшается обрабатываемость. Высо- котемпературный графитизирующий отжиг (850-980 оС) применяют для гра- фитизации первичных карбидов в чугунах всех видов. При получении ковко- го чугуна из белого этот вид термообработки является обязательным. При нормализации и закалке чугунных отливок улучшаются механические свой- ства. При нагреве до 850-950 оС часть графита растворяется в аустените. При
111
последующем охлаждении на воздухе или в закалочной среде углерод не ус- певает вновь полностью выделиться в виде графита, поэтому количество свя- занного в цементит углерода возрастает и прочность, твердость, а также изно- состойкость отливки увеличиваются. При нормализации чугуна образуется перлитная металлическая матрица, а при закалке мартенситная. Соответст- венно во втором случае достигается больший прирост твердости, прочности и износ о стойкости. Закаленные отливки требуют дополнительной термиче- ской обработки для снятия внутренних напряжений.
Чугунные отливки при необходимости придания им особых свойств подвергают химико-термической обработке: азотированию, алитированию, сульфидированию, борированию и т.п.
Качество отливок из алюминиевых и магниевых сплавов улучшают пу- тем старения, отжига, закалки и закалки с последующим искусственным ста- рением. Отливки из медных сплавов обычно не подвергают термической об- работке. Лишь в отдельных случаях их отжигают для снятия внутренних на- пряжений.
Контрольные вопросы.
1.Какие технологические операции включает в себя процесс очистки отливок?
2.Какими способами можно удалить стержни из отливок?
3.Опишите суть технологического процесса выбивки стержней?
4.Какие технологические приемы применяются при удалении литников и прибылей?
5.Чем отличается очистка отливок от зачистки?
6.Назовите способы очистки поверхности отливок?
7.Опишите технологию гидроабразивной очистки отливок?
8.Чем отличаются технологические процессы дробеметной и дробест- руйной очистки отливок?
9.Последовательность финишных операций и термической обработки при производстве стального фасонного литья от выбивки форм до термической обработки?
10.Назовите способы термической обработки отливок из цветных спла- вов?
112
МОДУЛЬ 2. ОБЕСПЕЧЕНИЕ КАЧЕСТВА ЛИТЫХ ИЗДЕЛИЙ
ЛЕКЦИЯ 12.
ТЕМА: ОБЕСПЕЧЕНИЕ КАЧЕСТВА ОТЛИВОК. КОНТРОЛЬ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ОТЛИВОК
План лекции
1.Цель контроля литейной технологии.
2.Контроль исходных формовочных материалов.
3.Контроль формовочного инструмента.
4.Контроль форм и стержней.
Цель контроля литейной технологии. Контроль ставит своей целью предупреждение выпуска негодной продукции и уменьшение количества бра- ка. В условиях работы литейных цехов приняты следующие определения год- ности отливок: абсолютно годные; ограниченно годные, в этом случае преду- сматриваются единичные отливки, габаритные, сложные по конструкции и дорогие по металлу; исправимый брак, сюда относятся отливки с дефектами,
которые технически возможно и экономически целесообразно исправить без снижения их прочности; окончательный брак.
Контроль литья предусматривает проверку исходных металлических и неметаллических материалов, технологического процесса изготовления литья и проверку качества отливок.
Контроль бывает профилактический и исполнительный. Про- филактический, или предупредительный, контроль предусматривает проверку качества исходных материалов, производственных инструментов и приспо- соблений (модели, стержневые ящики), приготовления стержневых и формо- вочных смесей и др. Исполнительный контроль ставит своей целью проверку качества готовых отливок.
Контроль производится на контрольных участках, обеспеченных сред- ствами контроля: контрольно-измерительными инструментами, приспособле- ниями, лабораториями, специальными испытательными гидро- и пневмоуста- новками и др. Он базируется на ГОСТах, технических условиях, чертежах из- делий и отливок, а также на технологических картах изготовления отливок.
Общими методами контроля литейного производства являются:
-разметка, служащая для проверки размеров отливок, и контрольно- измерительный инструмент: калибры, скобы, шаблоны и др. (особенно при серийном производстве отливок);
-внешний осмотр, позволяющий выявить недоливы, трещины, короб-
113
ление и другие дефекты отливок. Такой метод контроля является наиболее распространенным и применимым как для индивидуального, так и массового производства отливок;
- лабораторные испытания, которыми определяют химический состав и физико-химические свойства отливок.
Контроль литейного производства выполняется производственными мастерами, лаборантами, технологами, мастерами-контролерами отдела тех- нического контроля и др.
Контроль исходных формовочных материалов. Исходными материала-
ми литейного производства называются материалы, применяемые при изго- товлении отливок. Исходные материалы делятся на основные и вспомога- тельные.
К основным материалам относятся пески и глины формовочные, свя- зующие материалы, шихтовые материалы.
Вспомогательными материалами являются краски, припылы, противо- пригарные примеси, ремонтные глины и др. Проверка качества кварцевого песка осуществляется по ГОСТ 2138-91. Проверка качества связующих мате- риалов производится по их техническим показателям в соответствии с ГОСТ.
Элементами проверки качества противопригарных красок являются плотность, отсутствие расслаивания перемешанной краски в течение 5-7 ч, отсутствие стекания, подтеков и намывов на вертикальной поверхности. На стандартном цилиндрическом стержне, подсушенном при 200-220 оС, краска, наложенная ровным тонким слоем, покрывает прочно стержень, не отслаива- ется и не пачкает рук.
Контроль ремонтных составов для исправления стержней производится путем, проверки их прочности.
Контроль формовочного инструмента. Организация контроля формо-
вочных и стержневых инструментов и приспособлений зависит от характера и масштаба производства. В соответствии с этим ниже приводятся материалы
по контролю формовочных инструментов и приспособлений при машинной формовке по-сырую (крупносерийное производство) и стержневого инстру- мента и приспособлений в индивидуальном и мелкосерийном производстве.
При таком характере производства контроль инструментов и приспо- соблений, применяемых для изготовления крупных литейных форм и стерж- ней, осуществляется путем осмотра и проверки целостности, сохранности их и пригонки отъемных частей, знаков в моделях и ящиках и др.
Контроль формовочного и стержневого инструмента, а также приспо-
соблений при крупносерийном производстве заключается в проверке класса точности изготовления по чертежу для каждого инструмента и приспособле- ния и допустимого предельного износа. При достижении инструментом или приспособлением допустимого предельного износа их направляют в ремонт. Проверка качества и сроки контроля формовочных и стержневых инструмен- тов и приспособлений приведены в табл. 28.
114
В результате многократной заливки металла опоки подвергаются ко- роблению.
|
|
|
Таблица 28 |
||
Проверка качества и сроки контроля формовочных и |
|||||
стержневых инструментов и приспособлений |
|||||
Инструмент или |
Объекты проверки |
|
Сроки контроля |
|
|
приспособление |
|
|
|
|
|
Формовочный инструмент и приспособления |
|
||||
Сборочные шаблоны |
|
|
|
|
|
Предельные скобы |
Предельные размеры |
|
Один раз в две-три недели |
||
Универсальный инст- |
Изменение формы |
|
|||
|
|
|
|||
румент |
|
|
|
|
|
|
Высота нижней половины |
|
|
|
|
Опоки |
Коробление |
|
Один раз в две недели |
||
Расстояние между центрами |
|
||||
|
|
|
|
||
|
Втулки |
|
|
|
|
|
Предельные размеры моделей |
|
Размеры один раз в месяц; |
||
Модельные плиты |
Крепление моделей |
|
|||
|
остальное ежедневно |
||||
|
Состояние литниковой системы |
|
|||
Подопочные плиты |
Изменение формы |
|
Один раз в две недели |
|
|
|
Предельные размеры |
|
Размеры один раз в две не- |
||
Установочные шпильки |
Положение на плите |
|
|||
|
дели; остальное ежедневно |
||||
|
Изменение формы |
|
|||
|
|
|
|
||
Сборочные шпильки |
Предельные размеры |
|
Один раз в две недели |
||
Изменение формы |
|
||||
|
|
|
|
||
Стержневой инструмент и приспособления |
|
||||
Калибры, скобы и шаб- |
Предельные размеры |
Размеры один раз в месяц |
|
||
лоны для контроля и |
Изменение формы |
Изменение формы один раз в |
|||
приемки стержней |
две недели |
||||
Общее состояние |
|||||
Стержневые ящики |
Состояние ежедневно |
|
|||
|
|||||
Сушители и плиты |
Предельные размеры |
Один раз в две недели |
|||
Изменение формы |
|||||
|
|
|
|
||
Приспособления для |
То же |
То же |
|||
зачистки и склеивания |
|||||
|
|
|
|
||
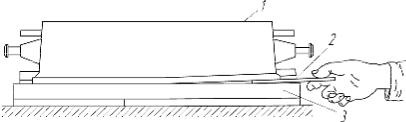
Коробление опок проявляется в их «качке» и искривлении ушков со спаренными втулками. Практически наибольшая величина качки допускается в 0,2 мм на длину опоки размером 500 мм. «Провалы» опоки на длине в 100 мм разрешаются до величины, равной двойному короблению.
Контроль коробления опоки 1 производится на рихтовочной плите 3 щупом 2 (рис. 55). Контроль втулок опоки осуществляется путем проверки размеров их диаметра. Втулки изготовляют по наружному диаметру не ниже 3-го класса точности с допуском и по внутреннему – не ниже 4-го класса точ- ности.
Модельные плиты. На плитах крепят модели, знаки и литниковые сис- темы. Проверка их крепления и физического состояния производится путем
115
наружного осмотра. Тщательному контролю в отношении физического со- стояния и крепления подвергают контрольные шпильки. Неудовлетворитель- ное их физическое состояние (погнутость) или ослабление крепления приво- дит к сдвигу модели. Элементы модельной плиты проверяют по установоч- ным рискам или шаблонам. Геометрические элементы плиты (оси, горизон- тальность и др.) проверяются на разметочной плите. Износ моделей для обычных отливок допускается в пределах 0,4 мм, а для точных и мелких от- ливок – 0,05 мм. Смещение модели относительно центра установочной шпильки не должно быть выше 0,1 мм. Тщательному контролю подвергают также размеры модельных знаков. Коробление плиты возможно до 0,3 мм. Впадины на плите, получающиеся при установке опок, ее должны превышать 1 мм. Важным в контроле является проверка нормального зазора по знаку стержня. Практически такой зазор принимается равным 0,3 мм на сторону. На модельной плите возможно неплотное крепление моделей, литниковых си- стем и др. Такие зазоры могут привести к заусенцам. В этом случае необхо- димо неплотно сидящие элементы модельной плиты зачеканить и зачистить.
Рис. 55. Контроль опоки на коробление
Контроль установочных шпилек заключается в проверке вертикального положения на плите и их размеров. Вертикальное положение шпилек контро- лируется придвинутым вплотную к шпильке угольником. В случае зазора между угольником и установочной шпилькой, вызванного искривлением шпильки, ее нужно заменить новой. Возможно, что зазор (просвет) и при но- вой шпильке сохранится. Тогда необходимо проверить отверстие для шпиль- ки. Смещение центра шпильки вдоль оси допускается в пределах 0,3 мм. Кон-
троль шпилек по износу в диаметре производится предельной скобой или штангенциркулем. Износ шпилек в диаметре допускается в пределах 0,25 мм. Подопочные плиты изменяют свою форму, коробятся в результате работы. Особенно сильно коробятся сварные стальные плиты, меньше – алюминие- вые. Коробление подопочной плиты приводит к выпиранию литейной формы по плоскости разъема. Коробление подопочной плиты находится в пределах 1 мм. Контроль подопочных плит производится линейкой, соответствующей длине плиты.
При спаривании опок (сборка) большое значение имеют сборочные шлифованные штыри. Проверка размеров, состояния шлифовки и изменения формы (искривление) является элементом контроля. Просвет между втулкой
116
и штырем находится в пределах 0,5-0,6 мм на каждую сторону. Проверка ко- робления сборочного штыря производится щупом на плите. Допускаемое ис- кривление штыря по его длине находится в пределах 0,1 мм. Износ штыря по диаметру допускается в 0,3 мм, размер диаметра проверяется предельной скобой или штангенциркулем.
Сборка является последней технологической операцией изготовления литейной формы. При выполнении этой операции широко применяют кон- трольные сборочные шаблоны.
Допускаемое отклонение в размерах при изготовлении контрольных сборочных шаблонов находится в пределах ±0,1 мм. Износ шаблонов допус- кается до 0,3 мм. Горизонтальная плоскость опоры шаблона в работе может коробиться в пределах 0,2 мм. Контроль коробления производится обводом периметра шаблона щупом. Оси, плоскости и др. проверяются на разметоч- ной плите.
Контроль стержневых ящиков в массовом производстве осуществляется путем предупредительного осмотра, выборочной проверки основных разме- ров и сплошной проверкой стержневого ящика.
Предупредительным осмотром проверяется наличие всех отъемных частей, состояние плоскости разъема втулок, штырей и др., отсутствие выбо- ин и заусенцев. Такая проверка стержневого ящика производится ежедневно.
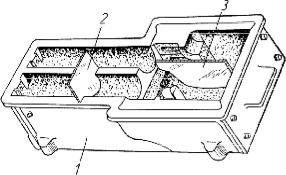
Выборочная проверка основных размеров стержневого ящика производится на рабочем месте с применением скоб или шаблонов (рис. 56). Износ основ- ных размеров ящика допускается в пределах 0,2-0,3 мм. Выборочную провер- ку основных размеров стержневого ящика целесообразно проводить одно- временно с контролем размеров стержня, особенно по плоскости разъема. За- зор по плоскости разъема при изготовлении стержней на пескодувных маши- нах находится в пределах 0,1-0,15 мм. Размер зазора проверяется мерным щу- пом. Зазор (или люфт) между штырями и втулками находится в пределах 0,3- 0,4 мм на диаметр. Люфт на обе стороны в гнездах отъемных частей недопус- тим свыше 0,5 мм. Местный износ стержневого ящика особенно часто прояв- ляется в его знаках, через которые набиваются стержни. В этом случае соот-
ветствующими предельными калибрами или шаблонами следует производить ежедневную проверку размеров знака одновременно с внешним осмотром стержней.
Сплошная проверка стержневого ящика производится на разметочной плите ежемесячно. В условиях изготовления литейной формы модельные знаки уменьшаются в размерах, а знаки в стержневых ящиках увеличиваются. Поэтому необходимо подвергать тщательному контролю модельные и стерж- невые знаки, так как нарушение их размеров может привести к неправильной посадке стержня, к искажению отливки. Стержни сушатся на драйерах и су- шильных плитах. Поэтому устройство драйера должно обеспечить полную поддержку во всю длину и по всей поверхности стержня, чтобы предупредить его поломку или изменение формы. При пользовании драйером предусматри-
117
вается качественное состояние опорных поверхностей, отсутствие короб- ления и монтаж драйера на шпильки стержневого ящика. Величина коробле-
ния драйера и сушильной плиты под стержень колеблется в пределах 0,3-0,4 мм. Проверяется драйер на плите путем наложения его на эталон и об- вода щупом зазора между плоскостью соприкосновения драйера с повероч- ной плитой. Пригар на опорной поверхности драйера не допускается.
Рис. 56. Проверка стержневого ящика шаблонами: 1 – стержневой ящик; 2, 3 – шаблоны
Стержни для тонкостенных отливок изготовляют с припуском. Такие стержни после сушки доводят до заданных размеров в специальных приспо- соблениях, называемых кондукторами. При зачистке стержней применяется съемная арматура кондуктора, которая при доводке стержня изменяет свои размеры. Колебание в размерах нового или отремонтированного кондуктора находится в пределах ±0,1 мм, а износ кондуктора не должен превышать 0,3 мм. Кондуктор подвергается общему или выборочному контролю по ос- новным размерам. Выборочная проверка производится на рабочем месте обычным измерительным или контрольным инструментом. Общая проверка
основных размеров кондуктора выполняется периодически на разметочной плите. Кондукторы, применяемые для склеивания стержней по половинкам или составным частям, контролируются таким же способом, как и кондукто- ры для доводки. Для проверки перекоса стержня при склеивании в кондукто- ре имеется специальный ограничительный упор, который должен находиться всегда в хорошем состоянии. Для доводки стержней применяют фрезы, у ко- торых быстро снашиваются горизонтальные режущие кромки. Величина ко- лебания размеров новой фрезы находится в пределах 0,3 мм, износ фрезы до- пускается до 0,3 мм; изменение формы фрезы проверяется щупом.
Стержневые ящики и другие приспособления, применяемые при изго- товлении стержней, должны быть в исправности. Однако это не исключает
появления в стержнях неточностей размеров и искажения формы вследствие сушки, транспортировки и др. Для контроля и приемки стержней применяют калибры, скобы и шаблоны, изготовленные по 2-му классу точности; пре- дельный износ контрольного инструмента не должен превышать двойного до- пуска, принятого при его изготовлении.
118
Контроль качества литья. Внешние недостатки, обнаруживаемые на поверхности отливок. К таким недостаткам относятся заметные искажения конфигурации отливки, неправильные размеры и неудовлетворительная по- верхность. В литейном производстве изготовляют отливки по 1, 2 и 3-му классам точности, соответственно массовому, серийному и индивидуальному производству. Для измерения и контроля отливок применяют линейки метал- лические (метр), рулетки, штангенциркули, штангенглубиномеры, микромет- ры и индикаторы часового типа. Неудовлетворительная поверхность отливки такая, на которой есть выступы или неровности. Качество поверхности про- веряется обычно приборами, соприкасающимися с отливками (щупы), или реже путем разреза.
Контроль форм. При проверке качества литейной формы контролю подвергаются отдельные операции изготовления формы: уплотнение и каче- ство трамбовки, сушка и качество высушенной формы, сборка формы, отдел- ка, транспортировка формы на заливку, крепление формы. При безопочной заливке проверяется также операция надевания жакета.
Уплотнение формы, производимое вручную (пневматической трамбов- кой) или на машинах, является ответственной операцией, неудовлетворитель- ное выполнение которой может привести к наростам, пригару, песочным ра- ковинам и др. Однако до операции уплотнения следует систематически осу- ществлять контроль за выполнением предшествующих вспомогательных опе- раций изготовления литейной формы. Так, например, в ручной формовке имеет важное значение правильность горизонтальной установки модели (а за- тем и опоки) на подмодельном щитке. В силу этого рекомендуется система-
тически при помощи уровня проверять положение подмодельного щитка при формовке.
Контролю подвергается также состояние опок и моделей.
1.Опоки и подмодельные плиты должны быть очищены гладилкой, косматкой или струей воздуха от следов формовочной смеси и грязи.
2.Модели должны быть протерты керосином или другой смазкой (если модели металлические) или припылены тонким припылом (если они деревян- ные).
3.Съемные модели отливки и литниковой системы должны распола- гаться от стенок опок на установленном расстоянии, но не менее чем на
30 мм.
4.Опоки должны отстоять от выступающих частей модели, в зависимо- сти от ее размеров, не менее чем на 10-15 мм.
5.После засыпки облицовочной смесью модели стояка и выпора долж- ны быть обжаты вручную, а узкие песчаные болваны и слабо уплотняющиеся места укреплены обжатием или установленными приспособлениями (шпиль- ками, крючками и т.д.), предварительно смоченными жидкой глиной (белю- гой).
Набивка формы должна начинаться у стенок опоки, где требуется
119
большее уплотнение смеси для предупреждения ее оседания, и вестись снача- ла узким концом трамбовки, а затем плоской ее стороной. Набивка вокруг моделей литниковой системы, а также вокруг отъемных частей моделей
должна быть более плотной с целью предупреждения местного размыва или повреждения формы, однако не такой плотности, чтобы вызвать ее кипение.
Небрежное или неправильное выполнение трамбовки приводит неизбежно к образованию брака. Обвалы, газовые раковины, распор формы, искажение размеров отливки, вскипы, ужимины, трещины и т.д. – все это в большинстве
случаев является результатом неправильно изготовленной формы и плохой ее набивки.
Если формовку производят в почве, то необходимо следить за тем, что-
бы все слои постели по своему составу и толщине соответствовали указаниям технологических карт, а вентиляционный слой был соединен с наружным воздухом трубами диаметром не менее 30 мм и в достаточном количестве, не менее одной трубы на каждый квадратный метр площади слоя.
При шаблонной формовке следует тщательно и прочно установить под- пятник на плотную землю ниже вентиляционного слоя постели, проверить по
ватерпасу правильность крепления шпинделя в подпятнике и на шпинделе кронштейна с шаблоном и убедиться в отсутствии заметной качки в собран- ной установке.
При обнаружении в форме недоуплотненных или переуплотненных участков их необходимо исправлять подтрамбовыванием или разрыхлением с последующей подбивкой. При неправильной набивке всей формы ее следует перебить заново.
Неправильный срез формовочной смеси или деформированная подо- ночная плита для низов опоки и отсутствие ребер или недостаточная жест- кость, и чрезмерная высота верхов опоки вызовут в первом случае местное выпирание, а во втором – провисание поверхностей разъема. То и другое мо- жет привести к перекосам отливки и обжимам.
Допустимое суммарное провисание плоскости разъема не должно пре- вышать 2 мм (по одному миллиметру на каждую половину опоки). Проверку провисания производят при помощи линейки и щупов.
При машинной формовке на встряхивающих машинах уплотнение на- чинают только после наполнения формовочной смесью опоки на 3/4 ее высоты и производить его предписанным количеством ударов.
При формовке на прессовых машинах к прессованию надо приступать после окончания хода стола машины и выдерживать прессование в течение установленного времени.
Все дополнительные работы – поджатие углов опоки, подтрамбовку, подпрессовку и т.д. – необходимо выполнять в соответствии с указаниями технологических карт.
При ручной формовке необходимо проверять отделку форм, выполняе- мую в индивидуальном порядке по каждой форме, для чего необходимо сле-
120