

технология литейного производства
.pdfдить, чтобы: форма не перекачивалась при удалении моделей; все выступаю- щие части формы и места вокруг отъемных частей модели, если они выше 25 мм, были надлежащим образом пропилены шпильками длиной, равной двой- ной высоте выступающей или отъемной части; форма во избежание пониже- ния газопроницаемости не заглаживалась; все наружные кромки выпоров,
литниковой воронки и чаши были смочены и заглажены для предупреждения от осыпания; формы, предназначенные для заливки по-сухому, не окрашива- лись до отделки и тщательной очистки, и окраска их производилась равно- мерно по всей поверхности без наплывов, а знаки оставались неокрашенны- ми; перед накрыванием форма была снова продута и очищена от мусора и пыли.
При машинной формовке, исключающей отделку формы, необходимо следить за обжимом заусенцев, отсутствием обвалов смеси и за тем, чтобы форма перед сборкой была также тщательно очищена.
Наиболее важным операционным контролем является проверка качест- ва сборки форм. Наружным осмотром проверяют, есть ли обрывы и трещины
всухих формах; чтобы убедиться в отсутствии обвалов в верхней половине формы, ее выдерживают в течение некоторого времени на весу в повернутом состоянии: если расположенная под ней поверхность окажется чистой – обва- лов нет. Просушенность формы устанавливается соответствующей пометкой контролера сушки.
Ответственной операцией является установка стержней в форме. По-
садку крупных и сложных стержней необходимо проверять обязательно по установочным или контрольным шаблонам, характер, количество и точность изготовления которых должны соответствовать масштабу производства.
После установки стержней необходимо обеспечить вывод их вентиля- ционных каналов и предохранить от попадания в них металла при заливке, а
поверхность нижней половины формы при сырой формовке обвести риской для предохранения от прорыва металла.
Правильность сборки обеспечивается, прежде всего, заблаговременной проверкой опок, втулок и штырей. При самой сборке необходимо следить за тем, чтобы длина сборочных шпилек была больше выступающей части ниж- ней формы со стержнями и чтобы штыри полностью «прошивали» ушко нижней опоки раньше, чем верхняя опока коснется выступающих стержней или болванов нижней опоки.
При сборке форм в индивидуальном или мелкосерийном производстве,
вособенности при крупных и сложных формах, для проверки толщины тела
отливки необходимо производить пробную сборку по контрольным глиняным конусам, расставленным на выступающих поверхностях нижней половины формы. Высота обжатия конусов позволит судить о толщине получающегося тела.
Взависимости от способов крепления необходимо:
- при накрывании опок грузом следить, чтобы груз не был помещен на
121
поверхность формовочной смеси, а опирался на стенки опоки. Несоблюдение этой предосторожности может привести к поломке формы;
-во время нагрузки опок грузом проверять достаточность его веса;
-при креплении опок стяжными болтами нагрузку на болт проверять по соответствующей формуле;
-при системе крепления опок струбцинами или болтами необходимо следить за одновременностью затяжки противоположных струбцин или за равномерным подтягиванием гаек на всех болтах.
При безопочной формовке необходимо контролировать правильность надевания жакетов, так как даже при наличии замка на поверхности разъема
формы неправильная посадка жакета может вызвать одностороннее смятие формы или ее перекос. Проверка заключается в наблюдении за накрыванием жакета строго параллельно поверхности формы.
Контроль стержней. Элементы контроля при изготовлении, выбраков- ки и хранении стержней приводятся в табл. 29.
Таблица 29 Элементы контроля при изготовлении, браковке и хранении стержней
Этап изготовления |
Контроль |
|
|
Состояние ящика |
|
|
Качество смеси |
|
Формовка стержней |
Сборка ящика |
|
Качество набивки |
||
|
||
|
Укладка каркаса и выполнение вентиляции |
|
|
Транспортировка |
|
|
Состояние сушильных плит |
|
Сушка стержней |
Подбор стержней |
|
Температура и длительность сушки |
||
|
||
|
Качество сушки |
|
Сборка и отделка стержней |
Состояние инструментов и приспособлений |
|
Качество сборки и отделка |
||
|
||
Браковка стержней |
Качество стержней |
|
Виновники брака |
||
|
||
Хранение стержней |
Условия хранения |
|
Система хранения |
||
|
Сборка ящика в разъеме должна быть плотной. Выполнение этого тре-
бования обязательно для получения набивки требуемой плотности и чистой поверхности стержня, а в целых стержнях также и для обеспечения их разме- ров.
Контроль сводится к наружному осмотру. Уплотнение стержней кон- тролируют, как и при изготовлении форм, наблюдая за выполнением уста- новленных технологических приемов работы.
При работе на пневматических машинах встряхивание начинают только после наполнения смесью ящика на ¾ его высоты, и производить уплотнение
122
установленным количеством ударов в зависимости от давления воздуха. При
изготовлении стержней на прессовых машинах следует проверять дозировку формовочной смеси и выдерживать прессование до тех пор, пока стол маши- ны не закончит хода. Контроль изготовления стержней на пескодувных ма- шинах заключается в проверке давления воздуха в сети, состояния узлов воз- душного питания в машине – клапанов, сопел, чистоты каналов и отверстий в ящике для выхода излишнего воздуха путем набивки пробного стержня.
Строгое соответствие стержневой смеси проверяют по показателям ее сырой прочности, нормальный предел которой не должен превышать 0,005- 0,010 МПа, а для отдельных несложных стержней – 0,015 МПа.
При проверке установки каркасов для стержней контролю подлежат форма и конструкция каркаса, диаметр и сорт проволоки или толщина полос рамки и т.д. При проверке набивки стержней вручную необходимо соблюдать все правила формовки в отношении порядка набивки, равномерности ее, кре- пления слабых мест. Качество набивки контролируют на отсутствие так на- зываемых недоуплотненных, заметных по участкам неровностей или рваной поверхности стержня и на плотность набивки, в особенности по знакам.
Недоуплотнение может привести к искажению поверхности отливки. Недостаточно плотная набивка стержня может послужить причиной образо- вания на нем трещин, оседания при сушке, искривления, поломок. Слишком плотная набивка часто вызывает вскип и образование газовых раковин вслед- ствие пониженной газопроницаемости стержня.
Особо тщательно проверяют устройство и состояние вентиляции стержней независимо от способов их изготовления.
Далее рекомендуется перейти к проверке качества сушки стержней,
требующей обязательной выдержки определенного температурного режима и установленной продолжительности нагрева. Недосушенные стержни могут вызвать кипение формы и образование в отливке газовых раковин и вскипов,
а пересушенные легко осыпаются и могут послужить причиной образования песчаных раковин в отливке.
Режим сушки контролируется по температуре и продолжительности процесса сушки. Температура сушки, указываемая обязательно для каждого класса стержней, контролируется любым имеющимся прибором.
Важным является контроль качества сушки. Качество сушки проверяет- ся по количеству остаточной влаги, исследуемой на нескольких стержнях, взятых на выборку. Допустимый процент влаги устанавливают в каждом ча- стном случае опытным путем. В мелких и средних стержнях крупносерийно- го производства он может доходить до 0,2 %. Обычный 100-процентный кон- троль сушки производят по чисто внешним признакам: цвету и звуку стерж- ня. Хорошо высушенный стержень должен иметь темнено-коричневую окра- ску разной интенсивности, в зависимости от рода и количества связующего, и при простукивании ногтем издавать чистый и ясный звук. Недосушенные стержни имеют бледно-желтый цвет и издают глухой звук. При испытании на
123
ощупь чувствуется влага или маслянистость, особенно заметные на торце или в изломе.
Контроль сборки и отделки стержней является очень важной операцией. Контроль сборки выражается в обязательном прохождении через приспособ- ления для зачистки или контрольные скобы каждого элемента стержня, по- ступающего в сборку (половинки, вставные части), а также окончательно со- бранного стержня.
Отделка состоит из заделки поломок, замазки швов, зачистки заусенцев, натирки или окраски стержней и окончательной подсушки.
Все эти операции выполняют строго по технологической карте. Заделка должна обеспечивать требуемый контур стержня; во избежание
местного вскипа отливки место заделки необходимо подвергать повторной сушке.
Замазка швов должна быть настолько тщательной, чтобы не допустить прорыва в них металла. Все заусенцы зачищают во избежание оставления на отливках швов, действующих как надрез и ослабляющих отливку.
Натирку стержня или его окраску надо наносить равномерным и тонким слоем без наплывов и пропусков, после чего стержень должен быть снова подсушен.
Контроль заливки формы производится по определению температуры заливаемого металла и технике заливки. В технику заливки входит: высота заливки, постоянство струи, заполнение литниковой системы и очистка шла- ка.
Температуру заливки металла проверяют непосредственно над опокой, независимо от проверки ее на желобе печи.
Контроль выбивки выражается в соблюдении технических условий по каждой группе отливок.
При выполнении контроля технологического процесса и качества литья необходимо пользоваться стандартами, перечень которых прилагается в при- ложении.
Контрольные вопросы.
1.Для чего необходимо контролировать исходные формовочные мате- риалы?
2.Перечислите показатели оценки качества форм?
3.Для чего необходимо контролировать такие свойства формовочной смеси как формуемость, текучесть?
4.Как контролируется качество сборки форм?
5.Перечислите операции контроля прочности стержней?
6.Какие характеристики кварцевого песка проверяются при входном контроле?
7.Какие виды дефектов образуются при использовании мелкозернисто-
124
го кварцевого песка?
8.Как влияет на качество поверхности отливки использование песков с высоким содержанием глины?
9.Как контролируют простановку стержней в форме?
10.Что относят к формовочному инструменту?
ЛЕКЦИЯ 13.
ТЕМА: ТЕХНОЛОГИЯ ХУДОЖЕСТВЕННОГО ЛИТЬЯ
План лекции
1.Развитие художественного литья.
2.Литье колоколов.
3.Статуарное литье.
4.Уральское искусство литья.
5.Способы художественного литья.
Художественное литье как самостоятельная область литейного произ- водства начинается развиваться в России с конца XVII в. Петр I, помимо ин- женеров, техников, специалистов военного дела, приглашал в России на службу также и представителей науки и искусства в лице художников, скульпторов, литейщиков и т.д. Нередко имели место случаи, когда скульпто- ры были одновременно литейщиками, чеканщиками, механиками и т.д. [8].
Еще в первую свою поездку за границу (1697 г.) Петр I принял на служ- бу пушечного мастера Филиппа Шпекле, который помимо отливки пушек и других артиллерийских припасов «лепил орнаменты» и отлил в 1714 г. по царскому указу статую Самсона, раздирающего льва. Статуя эта была изго-
товления дл петергофского фонтана по модели одного из приглашенных на русскую службу голландских скульпторов (Кнака или Дефриза).
Прекрасным доказательством этого может служить договор, заключен- ный им с Лефортом при поступлении на русскую службу. По этому договору Растрелли «обязуется работать в службе ц. в. три года во всех художествен- ных ремеслах, которые он сам имеет, т.е.: для планов и строений всяких сози- дати, для садов, фонтанов и бросовых вод (или тех, которые прыскают); в ку- мироделии всяких фигур и украшений в мраморе, порфире и твердых камнях; для литья и выливания всяких фигур такой величины, как пожелают, в меди, свинце или железе; для литья и деланья многих изрядных вещей из стали; для составления всяких притворных марморов разных цветов; в рези штемпелев для медалей и монет; для делания портретов из воску и в гипсе, которые по- добны живым людям; для писания фигур и кумиров в марморе и камне по- добно живым людям; для делания декораций (или прикрас) и машин к теат- рам оперским и комедианским; обязуется он взять в свою службу тех людей
125
русского народу, которых е. ц. в. изволит ему дать ради научения и обучения в тех художествах и ремеслах, которые он сам знает» [8].
Наиболее ярким примером таланта К.Б. Растрелли могут служить отли- тые им, или по его моделям, следующие произведения искусства.
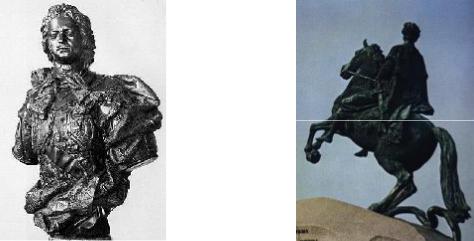
1.Бронзовый бюст Петр I (рис. 57), год исполнения – 1723. Эта работа замечательна как по портретному сходству, так и по исключительно тщатель- ной отделке деталей.
2.Конная статуя Петр I (рис. 58) была вылеплена в уменьшенной моде- ли самим Растрелли в 1720 г. и отлита после его смерти итальянским литей- щиком Мартелли. При всей своей сухости статуя производит сильное впечат- ление более жизненным, нежели в монументуре Фальконе, портретным сход- ством.
3.Нептун – небольшая бронзовая статуэтка, эскиз для большой фонтан- ной группы в Петергофе; в отливке этой статуэтки Растрелли помогал литей-
щик Баши (Bache).
4.В 1732-1741 гг. Растрелли создал свое наиболее удачное произведе- ние – статую императрицы Анны с арапченком.
Рис. 57. Бронзовый бюст Петра |
Рис. 58. Памятник Петру I у Инженерского |
|
замка в Санкт Петербурге |
Большое внимание на развитие русской скульптуры, в частности, на сам процесс изготовления художественного литья оказал скульптор Э.М. Фалько- не, работающий в течение двенадцати лет (1766-1778 гг.) над моделью и от- ливкой статуи Петра I (Медный всадник). Около года потратил Фальконе на изготовление формы, установку литников, постройку печей, сушку формы и другие вспомогательные работы и 24 августа 1775 года приступил к отливке статуи.
Трудно найти человека, который впервые увидев «Медного всадника», не испытал бы трепетного чувства восхищения гениальным творением. Но
126
это чувство во сто крат усиливается, когда узнаешь о муках, выпавших на до- лю скульптора во время создания статуи. Надо было быть истинным худож- ником, беззаветно преданным своему делу, чтобы работать над своим дети- щем в условиях мелких придирок, помех и нарочитых унижений в течение 12 лет.
Большие трудности возникли с изготовлением литейной формы статуи. Мастера, обладавшего опытом такой тонкой и грандиозной работы, в России не нашли, иностранцы требовали несусветные суммы.
Скульптор решается сам взяться за труд литейщика, используя помощь русских мастеров. Получив разрешение, он начал эту работу в августе 1774 г. и только в августе 1775 г. закончил устройство литников, формовку и подго- товку формы к заливке. Заливка формы «Медного всадника» было произве- дена 24 августа 1775 г. На нее израсходовано 1351 пуд бронзы и 250 пуд же- леза.
Эта грандиозная работа, выполнявшаяся чуть ли не 10 лет, дважды едва не завершилась полным провалом. Первый раз это случилось во время вытап- ливания воска. Подмастерье Поммель, дежуривший у формы, уснул. Воск за- горелся и, если бы не беспокойный скульптор, проверявший ночью ход рабо- ты, форма была бы разрушена. Вторая авария случилась во время заливки. Прорвавшийся из формы металл вызвал большой пожар. Все, кто был у фор- мы, бросили работу и в страхе разбежались. На месте остался лишь русский литейщик Кайлов, который «не теряя ни мало бодрости своей при представ- ляющейся ему опасности жизни» залил форму. Растроганный Фальконе рас- целовал его, наградил деньгами и специально доложил императрице о его подвиге. Фальконе говорил: «Его храбрости мы обязаны удачей отливки».
30-футовая (более 9 м) тонкостенная отливка удалась литейщикам. В статуе, имеющей толщину 7,5 мм, не было раковин и недоливов. Лишь в го- ловах всадника и лошади образовались недоливы и намывы – результат по- жара во время вытапливания воска. В копенгагенской статуе различного рада «дыр» насчитывалось сотни две. Как это ни прискорбно, но «Медный всад- ник» родился «всадником без головы» да еще и на безголовом коне. Огорче- ний, разочарований и кривотолков было немало. Однако тот, кто больше все- го должен был огорчаться и печалиться, кто отдал своему творению почти 10 лет неустанного труда и мук созидания, меньше всех огорчился дефектами отливки. Фальконе был доволен результатами литья, считал, что «еще не бы- ло лучшей отливки». И это действительно так! Дефект для такой огромной отливки в самом деле невелик. Достаточно сказать, что даже толщина тела,
бедер и задних ног коня вокруг стального стержня внутри них не превышала 7,5 мм. Заполнить такую форму без недоливов – явный успех литейщиков!
Фальконе разработал план исправления статуи, нашел нужных специа- листов. Меры были простые, но дерзкие: решено было долить статую, сделать на ней новую часть формы. Два с лишнем года статуя с зияющими ранам на- поминала о «провале» творчества скульптора. Но форма была сделана и ста-
127
туя удачно долита, так удачно, что ни одному даже взыскательному зрителю не догадаться о следах литья ее с двух заходов. В ноябре 1777 г. работа над статуей была завершена.
Литье колоколов. Техника литья колоколов развивалась тысячелетиями, постоянно совершенствовалась и улучшалась. Но всегда оставалась (да и ос- тается даже для современного уровня литейного производства) чрезвычайно сложной. Требующей не только большого мастерства литейщиков, но и под- линного искусства.
По сравнению с литьем, например, статуй техника литья колоколов внесла в металлургию важный элемент строжайшего соблюдения химическо- го состава сплава (преимущественно 80 % меди и 20 % олова), поскольку. Кроме литейных и прочностных свойств, необходимо было учитывать «звуч- ность».
Обычно крупные колокола формовали в ямах недалеко от печей, чтобы металл из них можно было заливать непосредственно в форму самотеком.
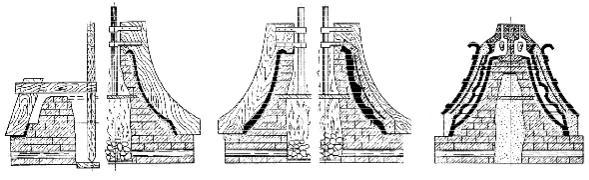
Первоначально в яме из обычного кирпича выкладывали цоколь диаметром больше диаметра колокола, в центре которого закапывали доску с отверсти- ем, куда вставляли стойку (рис. 59, а). Вверху стойка центрировалась в же- лезной перекладине, и к ней прикреплялся шаблон. По этому шаблону выкла- дывался из кирпича-сырца пустотелый болван с каналом, соединенным с ка- налами цоколя, образующими вместе своего рода топку для сжигания дров или угля при сушке болвана. По временному шаблону выкладывали пример- но половину высоты болвана, а далее шаблонную систему заменяли постоян- ной, металлической: вмуровывали металлический крест (рис. 59, б), в его от- верстие вставляли пятку металлического шпинделя, вокруг которого враща- лись шаблоны, выполнявшие внешние контуры болвана. Болван затем высу- шивали с помощью костра, горевшего в его канале.
Последние слои обмазки болвана делали из песка и глины, разведенной на квасном сусле. Высушенный болван окрашивали смесью, состоящей из молотой золы, разведенной в мыльной воде или пиве, а затем смазывали са- лом.
На готовый болван также с помощью шаблона (рис. 59, в) наносили глиняную рубашку – место будущего тела колокола. Рубашку подсушивали и красили краской, приготовленной из мыла, сала и воска. На окрашенную по- верхность наносили рельефные изображения (надписи, орнаменты, рисунки и пр.). Детали изображений изготовляли из смеси воска, канифоли, сурика и
сажи в специальных формочках и наклеивали на окрашенную поверхность рубашки.
Приготовленный таким образом болван служил в дальнейшем как бы моделью, передающей наружные контуры колокола: по нему с помощью шаблона формовали кожух – верхнюю опоку с каркасами для прочности и другими приспособлениями (рис. 59, г). Готовый кожух обвязывали обруча- ми, делали на нем устройства для подвеса. После подсушки кожух снимали,
128
удаляли глиняную рубашку, доделывали элементы формы (литниковую сис- тему, полости для ушек колокола) и окончательно собирали ее.
Готовую под заливку колокола форму (рис. 59, д) заливали бронзой, расплавленной в расположенной рядом печи. После затвердевания металла форму разрушали, извлекали отливку, очищали ее и отделывали – чеканили, шлифовали. Несмотря на тщательную и длительную подготовку, нередко в формах, изготовленных даже видными мастерами, во время заливки происхо- дили разрушения (обвалы, поднятия части формы и т.п.) и огромный труд и денежные затраты гибли. Приобретение опыта литья таких уникальных изде- лий обходилось дорогой ценой.
а б в г д Рис. 59. Схема изготовления формы колокола:
а – изготовление основы болвана; б – заточка болвана; в – заточка рубашки; г – формовка кожуха; д – готовая форма
Нехватка бронзы иногда приводила к тому, что уже готовые колокола приходилось переплавлять на пушки (в частности, Петр I таким образом по- крывал недостачу материала при оснащении армии артиллерией). В основном по этой причине появились чугунные колокола. Первый чугунный колокол на Руси был отлит при Иване Грозном. В Женеве колокол из чугуна появился в 1610 г. И позже часто вместо бронзы литейщики применяли для колоколов серый чугун, который зазвучал особым, приятным звуком.
Нигде колокола не достигли такого совершенства и разнообразия как в России. Русские колокола – самые лучшие в мире не только по своей форме и искусству исполнения, но и по интересным решениям: их части соразмеримы так, чтобы давать три тона: первый – в месте удара, на середине колокола – полутон верхнего, а вверху – на целую октаву ниже.
Первые колокола на Руси появляются в X в. В XII в. русские мастера самостоятельно изготавливают колокола, и к началу XIV в. техника литья и мастерство русских литейщиков достигли большого совершенства. При Ива- не Грозном осваивается литье чугунных колоколов. К XVI в. в Москве насчи- тывалось не меньше 5000 колоколов, причем иностранцы отмечали, что такой красоты колокола не отливали нигде в мире.
129
Русские колокольных дел мастера своими произведениями прославили родину далеко за ее пределами. Достаточно сказать, что «вифлеемские коло- кола» Иерусалима, которые слушает в рождество весь христианский мир, от- литы в 1874 г. московскими мастерами.
Иван Моторин, создавший шедевр колокольного литья, принадлежал к одной из знаменитых династий литейщиков, где опыт литья колоколов, пу-
шек и других уникальных изделий передавался из поколения в поколение и где нередко еще безусые юнцы становились выдающимися и всеми почитае- мыми мастерами. Род Моториных славен многими колокольных дел умель- цами. Так, Дмитрии Моторин создал прорезной колокол, с удивительно кра- сивой отделкой – затейливые прорези переплетаются с выпуклым изящным орнаментом, напоминая старинную вышивку «ришелье», а вместо ушка укре- плена стилизованная голова льва, что довольно редко применялось в русских колоколах.
Царь-колокол оказался лебединой песней Ивана Моторина, но не един- ственным его произведением. Известен его набатный колокол (1714 г.), хра-
нящийся сейчас в Москве и главный колокол звонницы Печерской лавры в Киеве, созданный в 1722 г. и весящий 700 пудов. Конечно, они далеки по весу от царь-колокола, но тщательностью отделки, прекрасной орнаментовкой и длительной службой и они подтвердили незаурядное мастерство своего соз- дателя.
Старинные образцы и памятники литейного производства, сохранив- шиеся до нашего времени, говорят о том, что древний литейный мастер знал ремесло, изученное им в результате долгого ученичества, во всем его объеме, умел делать все, что можно было сделать при помощи его инструментов. Чем древнее изучаемая эпоха, тем в большей степени сказывается универсализм ремесленного труда. Отсутствие удобных путей сообщения и сколько-нибудь удовлетворительных транспортных и подъемных средств обусловливало бро- дячий образ жизни первых русских литейщиков, а это, в свою очередь, пре- допределяло «универсализм» их мастерства. Мастер должен был знать весь комплекс литейных работ, начиная от приискания и приготовления на месте формовочных материалов, составления шихты и кончая постройкой печей, изготовлением огнеупоров, плавкой, формовкой и заливкой металла и пр.
Сейчас нецелесообразно тратить десятки лет на подготовку дорого- стоящих специалистов-ремесленников. Современное состояние техники фор- мовки позволяет наметить новые пути разрешения данной проблемы. При из- готовлении гипсовой формы, равно как и при кусковой формовке, наиболее ответственная часть работы специалиста-мастера состоит в том, чтобы наибо- лее целесообразно наметить форму и расположение отдельных кусков. Изго-
товление последних следует производить в соответствующих стержневых ящиках механизированным путем, хотя бы посредством наддувки.
Применением разборных стержневых ящиков можно свести число от- дельных кусков при формовке к минимуму и, тем самым, резко сократить
130