

5.2.1. Поковки, які отримуються штампуванням
Відповідно
до ГОСТ 7505-89 (Додаток Д.1) спочатку
конкретизують вихідні параметри для
визначення вихідного індексу поковки
(1...23): масу поковки (![]() ),
групу сталі (М1, М2, М3), ступінь складності
поковки (С1, С2, С3, С4), клас точності
поковки (Т1, Т2, Т3, Т4, Т5). За вихідним
індексом поковки, її лінійними розмірами
та параметрами шорсткості поверхні
визначають основні припуски на механічну
обробку та допуски на відхилення розмірів
поковки[9].
Студент може призначати припуски на
механічну обробку та допуски на відхилення
розмірів поковки за [1,
с.31, табл.3.4, 3.5, с.148, дод. 12].
),
групу сталі (М1, М2, М3), ступінь складності
поковки (С1, С2, С3, С4), клас точності
поковки (Т1, Т2, Т3, Т4, Т5). За вихідним
індексом поковки, її лінійними розмірами
та параметрами шорсткості поверхні
визначають основні припуски на механічну
обробку та допуски на відхилення розмірів
поковки[9].
Студент може призначати припуски на
механічну обробку та допуски на відхилення
розмірів поковки за [1,
с.31, табл.3.4, 3.5, с.148, дод. 12].
5.2.2. Поковки, які отримуються вільним куванням
Вільне кування забезпечує високоякісну структуру матеріалу заготовок та робиться для широкого інтервалу їх розмірів. Однак на відміну від поковок, які отримуються гарячим штампуванням, вільне кування забезпечує меншу точність розмірів. Необхідну інформацію щодо методики визначення припусків можна знайти в стандарті [10].
5.2.3. Виливки
Відповідно до стандарту [11] спочатку конкретизують вхідні параметри для визначення ряду припусків і класу точності розмірів виливків. Вхідними параметрами є спосіб лиття, габаритні розміри та матеріал виливка. Фактори, які визначають вибір способу лиття - це маса виливка, габаритні розміри, конструктивні особливості, матеріал, річна програма випуску. Обравши клас точності розмірів, і визначившись з інтервалом номінальних розмірів, знаходять допуски лінійних розмірів. Знаючи ряд припусків і допуски лінійних розмірів, визначають основні припуски [4, с.152-158]. Студент може призначати припуски на механічну обробку та допуски на відхилення розмірів виливку, користуючись рекомендаціями, наведеними в [12, с. 581].
5.2.4. Прокат
1.
Визначення діаметра заготовки для
деталей, які виготовляються з круглого
сортового прокату відповідно до [12,
с.584] передбачає використання наступних
вихідних параметрів: номінальний діаметр
деталі (за кресленням) і відношення
довжини деталі
![]() до діаметра заготовки
до діаметра заготовки![]() .
Знайдене відношення
.
Знайдене відношення![]() перевіряється на відповідність його
одному з наступних випадків:
перевіряється на відповідність його
одному з наступних випадків:![]() ,
,![]() ,
,![]() і
і![]() .
Припустимі відхилення на діаметр
заготовки призначають за [13]. Діаметри
заготовок визначено з урахуванням
чорнової, напівчистової та чистової
обробки деталей типу тіл обертання (без
урахування індивідуальної технології
його обробки). Діаметри заготовок для
східчастих валів вибирають за максимальним
діаметром ступені. У тих випадках, коли
цю ступень не потрібно обробляти з
високою точністю, діаметр заготовки
може бути зменшений (див.п.2) [13].
.
Припустимі відхилення на діаметр
заготовки призначають за [13]. Діаметри
заготовок визначено з урахуванням
чорнової, напівчистової та чистової
обробки деталей типу тіл обертання (без
урахування індивідуальної технології
його обробки). Діаметри заготовок для
східчастих валів вибирають за максимальним
діаметром ступені. У тих випадках, коли
цю ступень не потрібно обробляти з
високою точністю, діаметр заготовки
може бути зменшений (див.п.2) [13].
2. Для визначення діаметра заготовки із круглого сортового прокату з урахуванням індивідульної технології його обробки встановлюють маршрут обробки найбільшого зовнішнього діаметра деталі для деталей типу тіл обертання. На кожний технологічний перехід призначають припуск на обробку за довідковими таблицями [1, с.41, 14, с. 191-218]. Далі до найбільшого зовнішнього діаметра деталі додають припуски для кожного технологічного переходу. Знайдений розрахунковий діаметр заготовки коректують до найбільших цілочисельних значень за допомогою стандарта [13]. Припустимі відхилення на діаметр заготовки також призначають за стандартом [13].
Відповідно
до п.1 і п.2 довжину вихідної заготовки
для однієї деталі (![]() )
визначають за формулою [6, с.17]
)
визначають за формулою [6, с.17]
![]() , (12)
, (12)
де
![]() – довжина готової деталі;
– довжина готової деталі;
2![]() – загальний припуск на лінійний розмір
(на обробку торців); [1, с.40, 14, с.188];
– загальний припуск на лінійний розмір
(на обробку торців); [1, с.40, 14, с.188];
![]() –ширина
розрізу прутка [14, с.185].
–ширина
розрізу прутка [14, с.185].
Приклад. Для деталі (рис.1) розробити заготовку-поковку, отриману штампуванням
Штампувальне устаткування – кривошипний гарячештампувальний прес (КГШП). Матеріал деталі – сталь 45. Маса деталі – 1,15 кг.
Визначаємо
розрахунковий коефіцієнт
![]() =1,6
[9, с.31, табл.20].
=1,6
[9, с.31, табл.20].
Маса поковки (розрахункова) складе
![]() кг.
кг.
Клас точності – Т3 [9, табл. 19].
Група сталі – М2, тому що середня масова частка вуглецю в сталі 45 від 0,35 до 0,65 % С [9, табл.1].
Ступінь складності - С2 [9, с.29].
Розміри фігури, що описує поковку, (циліндр), мм:
діаметр – 126 мм (120х1,05 мм);
довжина – 36,75 мм (35х1,05).
1,05 – коефіцієнт для визначення ступеня складності.
Маса фігури, що описує деталь (розрахункова) – 3,57 кг.
![]() кг.
кг.
![]() .
.
Конфігурація поверхні рознімання штампа П (плоска).
Вихідний індекс – 12 [9, с. 10, табл.2].
Основні припуски на розміри наступні [9, с. 12, табл.3]:
1,8 – діаметр 120 мм і шорсткість поверхні 1,6 мкм;
1,7 – діаметр 60 мм і шорсткість поверхні 6,3 мкм;
1,7 – діаметр 52 мм і шорсткість поверхні 1,6 мкм;
1,6 – діаметр 36 мм і шорсткість поверхні 3,2 мкм;
1,7 – товщина 35 мм і шорсткість поверхні 6,3 мкм;
1,7 – товщина 35 мм і шорсткість поверхні 1,6 мкм;
1,6 – довжина 9 мм і шорсткість поверхні 6,3 мкм;
1,6 – довжина 6 мм і шорсткість поверхні 1,6 мкм.
8. Розміри поковки та їх відхилення:
діаметр 120+1,8х2=123,6 мм;
діаметр 60+1,7х2=63,4 мм;
діаметр 52+1,7х2=55,4 мм;
діаметр 36-1,6х2=32,8 мм;
товщина 35+1,7+1,7=38,4 мм;
довжина 9-1,6+1,7=9,1 мм;
довжина 6-1,6+1,7=6,1 мм.
Розміри закруглення зовнішніх кутів – 1,6 мм (мінімальний) [9, с. 15, табл.7].
Штампувальні ухили:
- на зовнішній поверхні – не більш 50, приймається 50.
- на внутрішній поверхні – не більш 70, приймається 70.
Невказані допуски радіусів закруглення [9, с. 25].
Припустима величина остаточного облою – 0,7 мм [9, с. 21].
Припустиме відхилення від площинності – 0,6 мм [9, с. 23].
Припустимий зсув по поверхні роз’єму штампа – 0,5 мм [9, с. 20].
Припустиме відхилення від концентричності пробитого отвору відносно зовнішнього контуру поковки – 0,8 мм [9, с. 23, табл.12].
Відхилення розмірів [9, с. 17, табл.8]:
діаметр
![]() мм; діаметр
мм; діаметр![]() мм; діаметр
мм; діаметр![]() ;
діаметр
;
діаметр![]() ;
товщина
;
товщина![]() мм; довжина
мм; довжина![]() ;
довжина
;
довжина![]() .
.
Для визначення обсягу штампованої заготовки рекомендується розбити заготовку на окремі прості геометричні фігури. Результати розрахунку зведемо в таблицю 5.
Таблиця 5
|
Діаметр деталі, мм |
Довжина ділянки, мм |
Маса ділянки, кг |
|
|
23,2 |
2,17 |
|
|
9,1 |
0,22 |
|
|
6,1 |
0,11 |
|
|
38,4 |
0,253 |
Маса ділянок:
![]() , (12)
, (12)
М1=7800∙(π∙0,12362/4)∙0,0232=2,17 кг;
М2=7800∙(π∙0,06342/4)∙0,0091=0,22 кг;
М3=7800∙(π∙0,05542/4)∙0,0061= 0,11 кг;
М4=7800∙(π∙0,03282/4)∙0,0384= 0,253 кг.
Маса заготовки складає 2,25 кг.
Коефіцієнт використання матеріалу:
![]() .
.
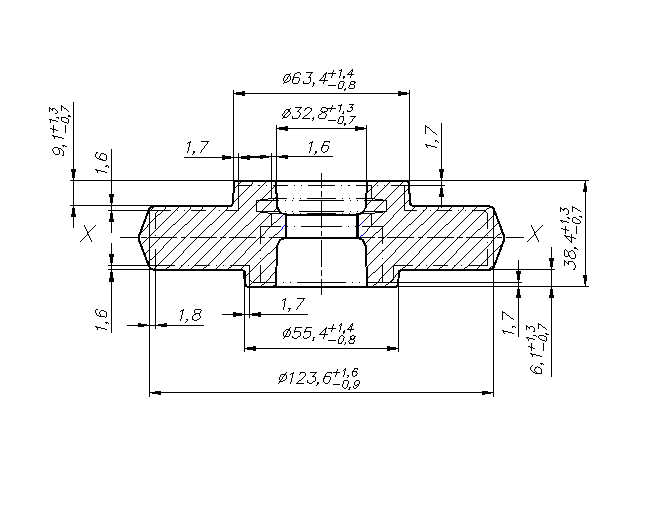
Рис.2
Приклад. Для деталі (рис.1) розробити заготовку з прокату (рис.3)
При
виборі заготовок із прокату, його діаметр
(![]() )
визначають за сортаментом [13] та визначають
допуски на нього. З ГОСТ 2590-88 та роботи
[12, с.584] вибираємо найближчий більший
діаметр заготовки
)
визначають за сортаментом [13] та визначають
допуски на нього. З ГОСТ 2590-88 та роботи
[12, с.584] вибираємо найближчий більший
діаметр заготовки![]() мм.
мм.
Довжину
вихідної заготовки для однієї деталі
(![]() )
визначають за формулою(12).
Для цього знаходимо
)
визначають за формулою(12).
Для цього знаходимо
2![]() =2·(2 +0,7)=5,4 мм [14, с.188, табл.3.67, табл. 3.68];
=2·(2 +0,7)=5,4 мм [14, с.188, табл.3.67, табл. 3.68];
![]() =
6,5 мм (розрізання дісковою пилою).
=
6,5 мм (розрізання дісковою пилою).
Таким чином,
![]() мм.
мм.
Для розрахунку норми витрати матеріалу і коефіцієнта його використання виконують наступні обчислення [16].
Установлюють
величину втрат на затиск заготовки,
наприклад у цанговому патроні (![]() ),
що залежить від діаметра прокату і
конструктивних розмірів цанги.
),
що залежить від діаметра прокату і
конструктивних розмірів цанги.![]() =
70 мм. Довжина прутка
=
70 мм. Довжина прутка![]() =7000
мм.
=7000
мм.
Визначають
число деталей (![]() ),
які можна виготовити з одного прутка
довжиною
),
які можна виготовити з одного прутка
довжиною![]() ,
за формулою
,
за формулою
![]() .
(14)
.
(14)
Для
розрахунку приймають ціле число деталей
(![]() ).
).
![]() шт.
шт.
Приймаємо
![]() =147
шт.
=147
шт.
Визначають
довжину залишку (![]() )
через некратність довжини прутка
довжині заготовки для однієї деталі,
тобто
)
через некратність довжини прутка
довжині заготовки для однієї деталі,
тобто
![]() .
(15)
.
(15)
Тобто
![]() мм.
мм.
Визначають
масу прокату (![]() ),
використовуваного на виготовлення
однієї деталі
),
використовуваного на виготовлення
однієї деталі
![]() ,
(16)
,
(16)
де
![]() –
маса погонного метра прокату [13].
–
маса погонного метра прокату [13].
![]() кг.
кг.
Знаходять
коефіцієнт використання матеріалу
заготовки (![]() )
при механічній обробці на верстаті,
тобто
)
при механічній обробці на верстаті,
тобто
![]() ,
(17)
,
(17)
де
![]() – маса деталі, кг.
– маса деталі, кг.
Таким
чином, ![]() .
.
Отже порівнюючи коєфіцієнт використання матеріалу заготовки з прокату і заготовки – поковки, яку отримують методом штампування на КГШП, приймаємо перший варіант заготовки.
Спрощене порівняння можливих варіантів одержання заготовки припускає два етапи [5, с.71]:
– порівняння методів одержання заготовки за коефіцієнтом використання матеріалу, знайденого за формулою (11);
– порівняння методів одержання заготовки на основі вартості заготовки [1, с.38; 5, с.71].
6,5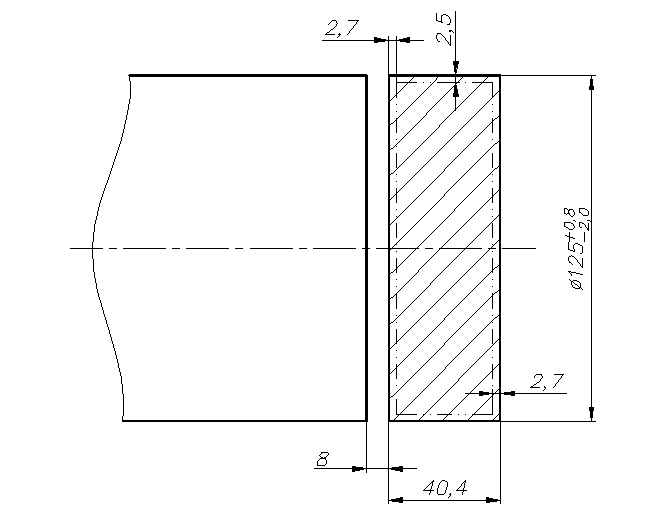
Рис.3