

4. Аналіз конструкції деталі на технологічність
4.1 Загальні відомості
Під технологічністю конструкції розуміють сукупність її властивостей, яка забезпечує у даних умовах виробництва та експлуатації найменші витрати праці, засобів, матеріалів та часу при технологічній підготовці виробництва, виготовленні та ремонті виробу [5].
Технологічність конструкції обумовлюється, наприклад:
– раціональним вибором заготовки, матеріалу та виду термообробки;
– призначенням оптимальної точності розмірів, форми та взаємного розташування поверхонь, параметрів шорсткості;
– правильною простановкою розмірів тощо.
Найбільш уживані загальні рекомендації з технологічності конструктивних форм деталей, наприклад, наступні:
– конструкція деталі повинна складатися зі стандартних і уніфікованих конструктивних елементів;
– деталі повинні виготовлятися зі стандартних або уніфікованих заготовок;
– розміри та поверхні деталі повинні мати відповідно оптимальні точність і шорсткість;
– заготовки повинні бути отримані раціональним способом з урахуванням заданого обсягу випуску і типу виробництва;
– сполучення поверхонь деталей, які мають різні шорсткість та точність, повинні відповідати застосовуваним методам і засобам обробки;
– конструкція деталі повинна забезпечувати можливість застосування типових і стандартних технологічних процесів її виготовлення;
– деталі, одержувані на верстатах токарної групи, повинні мати максимальне число поверхонь обертання і мінімальне число змін діаметра перетину;
– залежно
від відношення довжини до діаметра вали
закріплюються при обробці в патроні (![]() ) або в центрах (
) або в центрах (![]() ) або в центрах з люнетом (
) або в центрах з люнетом (![]() );
);
– застосування високопродуктивних багаторізцевих верстатів найбільш раціональне при обробці валів, у яких діаметри зменшуються в одному напрямку;
– конічні
переходи між ступенями вала і фаски
потрібно призначати під обробку з
урахуванням стандартних токарних
прохідних різців з головним кутом у
плані
![]() ,
що дорівнює 30, 45, 60 і 900;
,
що дорівнює 30, 45, 60 і 900;
– поверхні отворів повинні відповідати за формою стандартному інструменту, наприклад, глухі отвори слід проектувати з конічним дном, утвореним ріжучою крайкою свердла. Отвори повинні відповідати за розмірами стандартним свердлам (ГОСТ 885-77), не слід передбачати наскрізні отвори з відношенням довжини до діаметра більше 10, тому що потрібні спеціальні свердла;
– глибина глухих отворів не повинна перевищувати шести діаметрів; для глухих отворів, що піддаються чистовій обробці, потрібно вказати його довжину, тому що по всій довжині важко досягти шорсткості;
– глибина різьби в глухих отворах повинна бути погоджена з розмірами робочої частини мітчика, не рекомендується призначати різьбу довжиною більше 3-х діаметрів, тому що при цьому затруднюється згвинчуваність деталей.
4.2 Якісна та кількісна оцінка
Оцінку технологічності конструкції деталі проводять за якісними та кількісними показниками [6].
Якісна оцінка технологічності конструкції деталі вказується словами «добре-погано», «припустимо - неприпустимо».
Показники
технологічності розділяють на основні
та допоміжні. До основних показників
відносять: трудомісткість виготовлення
виробу
![]() ;
рівень технологічності конструкції за
трудомісткістю виготовлення
;
рівень технологічності конструкції за
трудомісткістю виготовлення![]() ;технологічна
собівартість
виробу
;технологічна
собівартість
виробу
![]() ;
рівень технологічності конструкції за
технологічною собівартістю
;
рівень технологічності конструкції за
технологічною собівартістю
![]() .
.
Допоміжні показники розподіляють на дві групи: техніко-економічні та технічні. До першої групи відносять наступні показники: відносна трудомісткість заготівельних робіт; відносна трудомісткість процесу виготовлення за видами робіт; питома трудомісткість виготовлення виробу та інші.
Група
допоміжних технічних показників
розподіляється на ряд підгруп. Перша
підгрупа характеризує уніфікацію
конструкції. До показників цієї підгрупи
відносяться такі коефіцієнти: уніфікації
виробу
![]() ;
уніфікації складальних одиниць виробу
;
уніфікації складальних одиниць виробу![]() ;
уніфікації деталей виробу
;
уніфікації деталей виробу![]() ;
уніфікації конструктивних елементів
;
уніфікації конструктивних елементів![]() тощо.
тощо.
Друга
підгрупа характеризує витрати матеріалу
та складається з таких показників: маси
виробу
![]() ;
питомої матеріалоємності виробу
;
питомої матеріалоємності виробу![]() ;
коефіцієнта використання матеріалу
;
коефіцієнта використання матеріалу![]() тощо.
тощо.
Третя
підгрупа складається з показників, які
характеризують обробку: коефіцієнта
точності обробки
![]() ;
коефіцієнта шорсткості поверхні
;
коефіцієнта шорсткості поверхні![]() [6].
[6].
Студентам
кількісну оцінку технологічності деталі
виконати за такими коефіцієнтами:
![]() ,
,![]() ,
,![]() ,
,![]() [6].
[6].
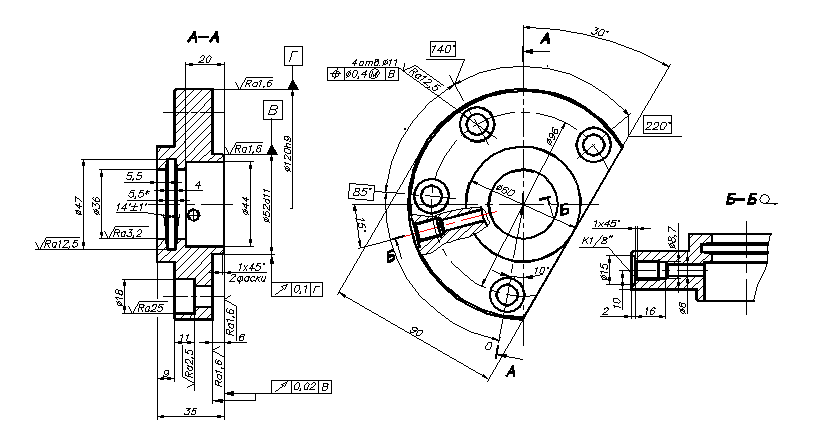
Приклад. Деталь – фланець (рис.1). Матеріал деталі: сталь 45 ГОСТ 1050-74. Маса деталі – 1,15 кг. Річна програма випуску – 3000 шт.
Простановка розмірів забезпечує зручність вимірювань.
Конструкція деталі надає можливість застосовувати прості вимірювальні інструменти і пристосування.
Шорсткість поверхонь деталі відповідає квалітетам точності розмірів цих поверхонь (додаток А).
При обробці поверхонь деталі забезпечується вихід інструменту.
Матеріал деталі сталь 45 є розповсюдженим матеріалом для виготовлення деталей типу «дисків». У конструкції деталі немає глухих отворів. Наскрізний отвір запобігає поломкам інструменту і підвищує його стійкість, а також знижує трудомісткість обробки отвору.
Є отвір, розташований під кутом до осі. Конструкція складного східчастого отвору технологічна.
Додатковими показниками є коефіцієнти точності обробки, шорсткості поверхні, коефіцієнт уніфікації конструктивних елементів деталі, коефіцієнт використання матеріалу.
1. Коефіцієнт точності обробки [6]
![]() , (5)
, (5)
де
![]() – середній квалітет точності.
– середній квалітет точності.
![]() , (6)
, (6)
де
![]() – квалітет точності i-ого розміру;
– квалітет точності i-ого розміру;
![]() –число
конструктивних елементів із квалітетом
точності
–число
конструктивних елементів із квалітетом
точності
![]() .
.
Причому
![]() (7)
(7)
де
![]() – загальна кількість розмірів деталі.
– загальна кількість розмірів деталі.
Деталь
за цим показником вважається технологічною,
якщо
![]() >
0,83.
>
0,83.
Таблиця 3 – Точність обробки деталі
|
Квалітет точності |
9 |
11 |
14 |
|
Кількість розмірів |
1 |
1 |
41 |
Коефіцієнт точності обробки визначаємо за формулою (6), тобто
![]() .
.
Тоді
![]() .
.
Оскільки
![]() >
0,83 (відповідає 6 квалітету точності), то
деталь за цим показником вважається
технологічною.
>
0,83 (відповідає 6 квалітету точності), то
деталь за цим показником вважається
технологічною.
2. Коефіцієнт шорсткості поверхні [6]
![]() , (8)
, (8)
де
![]() – середня шорсткість поверхні, обумовлена
в значеннях параметра
– середня шорсткість поверхні, обумовлена
в значеннях параметра![]() ,
мкм.
,
мкм.
![]() , (9)
, (9)
![]() –шорсткість
поверхні i-ого конструктивного елемента,
обумовлена в значеннях параметра
–шорсткість
поверхні i-ого конструктивного елемента,
обумовлена в значеннях параметра
![]() ,
мкм;
,
мкм;
![]() –кількість
конструктивних елементів із класом
шорсткості
–кількість
конструктивних елементів із класом
шорсткості
![]() .
.
![]() .
.
Деталь
за цим показником вважається технологічною,
якщо
![]() <0,63
(відповідає
<0,63
(відповідає![]() =1,6
мкм)
=1,6
мкм)
Таблиця 4 – Шорсткість поверхонь деталі
|
Шорсткість
|
1,6 |
3,2 |
6,3 |
12,5 |
25 |
|
Кількість
поверхонь
|
3 |
1 |
21 |
5 |
4 |
Коефіцієнт шорсткості поверхні визначаємо за формулою (8), тобто
![]() мкм.
мкм.
Тоді
![]() .
.
Оскільки
![]() <
0,63,то деталь за цим показником вважається
технологічною.
<
0,63,то деталь за цим показником вважається
технологічною.
Коефіцієнт уніфікації конструктивних елементів деталі [6].
![]() , (10)
, (10)
де
![]() – кількість уніфікованих конструктивних
елементів деталі;
– кількість уніфікованих конструктивних
елементів деталі;
![]() –кількість
конструктивних елементів деталі.
–кількість
конструктивних елементів деталі.
Критерієм уніфікації може бути відповідність розміру конструктивного елемента вимогам ГОСТ (кращі числа).
Якщо номінальний розмір відноситься до кращих чисел, то відповідний конструктивний елемент можна вважати уніфікованим.
![]()
Коефіцієнт використання матеріалу
![]() , (11)
, (11)
де
![]() –
маса деталі, кг;
–
маса деталі, кг;
![]() –маса
заготовки, кг.
–маса
заготовки, кг.
Цей коефіцієнт визначаємо після вибору заготовки (див. розділ 5).