Додаток а.
Можливості методів обробки в забезпеченні точності розмірів і параметра стану поверхонь деталей машин
Д
Метод
обробки Ква-літет Ra Свердління
і розсвердлю-вання
10-13
3,2-12
Зенкерування: чорнове чистове
10-12 8-9
2,5-8,0 1,25-3,2 Розвертування: чорнове чистове тонке
10-11 7-9 5-6
1,25-2,5 0,63-1,25 0,32-0,63 Протягування: чорнове чистове
9-11 6-8
1,25-3,2 0,32-1,25 Розточування: чорнове напівчистове чистове тонке
11-13 9-10 7-8 5-6
8-16 2,5-8 0,8-2,0 0,2-0,8 Шліфування предварительное чистовое тонкое
8-9 6-7 5-6
0,4-6,3 0,3-3,2 0,1-1,6
|
Метод обробки |
Квалітет |
Ra |
|
Торцове фрезерування: чорнове чистове тонке |
12-14 9-11 6-8 |
4,0-16,0 1,0-4,0 0,32-1,25 |
|
Циліндричне фрезерування: чорнове чистове тонке |
12-14 9-11 6-8 |
3,2-10,0 0,8-3,2 0,20-1,6 |
|
Торцове точіння: чорнове чистове тонке |
12-13 9-11 6-8 |
6,4-32 1,6-6,4 0,32-1,6 |
|
Шліфування: чорнове чистове тонке |
8-9 6-7 5-6 |
1,6-4,0 0,32-1,6 0,08-0,32 |
|
Протягування: чорнове чистове |
7-8 5-6 |
1,0-3,2 0,32-1,25 |
Для зубчастих поверхонь
|
Метод обробки |
Квалітет |
Ra | ||||||||||
|
Зубонарізання: модульними фрезами черв’ячними фрезами довбачами |
9-11 8-9 7-8 |
8,0-16 3
Метод
обробки Ra Шліцефрезерування: чорнове чистове
4-10 1,25-4,0 Шліцестругання 1,0-2,5 Шліцепротягування 0,8-1,6 Шліфування
шліців: чорнове чистове
1,6-3,2 0,4-1,25
20-4,0 | ||||||||||
|
Зубостругання |
5-7 |
0,8-3,2 | ||||||||||
|
Протягування |
6-7 |
0,8-1,6 | ||||||||||
|
Накочування |
8-9 |
0,8-2,0 | ||||||||||
|
Шевінгування |
5-6 |
0,6-1,25 | ||||||||||
|
Шліфування |
5-6 |
0,32-1,25 |
Для зовнішніх поверхонь обертання
|
Метод обробки |
Квалітет |
Ra |
|
Обточування чорнове напівчистове чистове |
12-14 10-12 8-10 |
12-40 2,0-16 0,8-2,5 |
|
Шліфування обдирне чистове тонке |
8-9 6-7 5-6 |
1,0-2,5 0,2-1,25 0,05-0,25 |
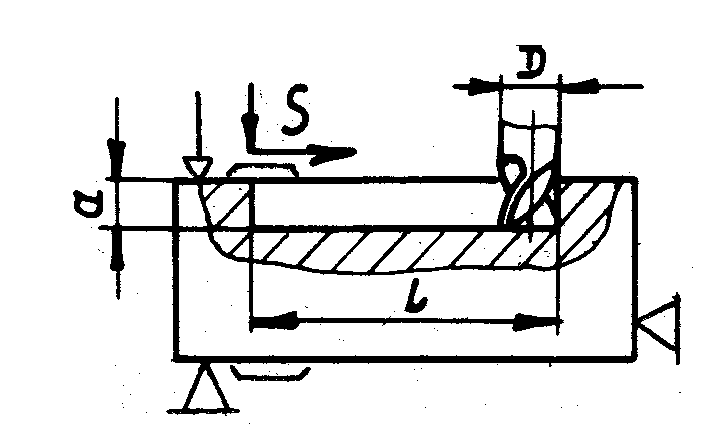
Додаток Б. Приклад оформлення ескізів технологічної наладки
|
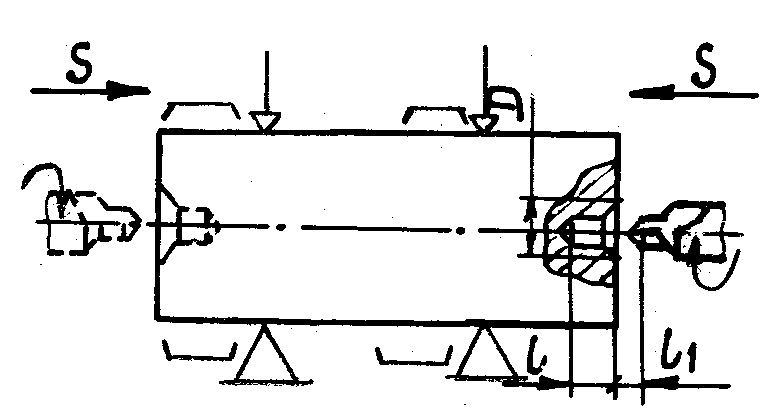
Фрезерно-центрувальна
L=Dmax+
l1+
l2 l1+
l2=0,5Dфр
l
l2=0 l1=0,5dctgφ+(0,5…1,0)
мм 2φ=116
-1180
1
|
Т
l1=tctgφ+(0,5…2,0)
мм l2=1…3
мм
l
2
|
П
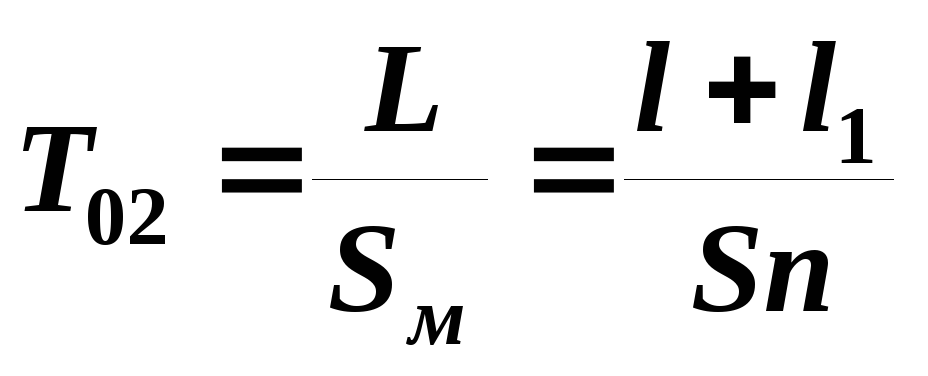
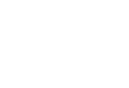
T0
на
2
ескізі 3 | |||
|
Т
l
l1=0,5…2
мм l2=0
мм
T0
на
2
ескізі 4 |
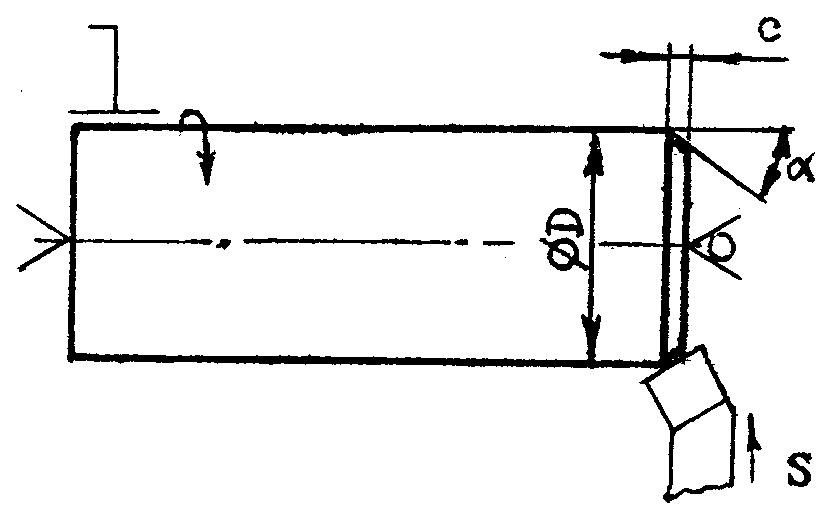
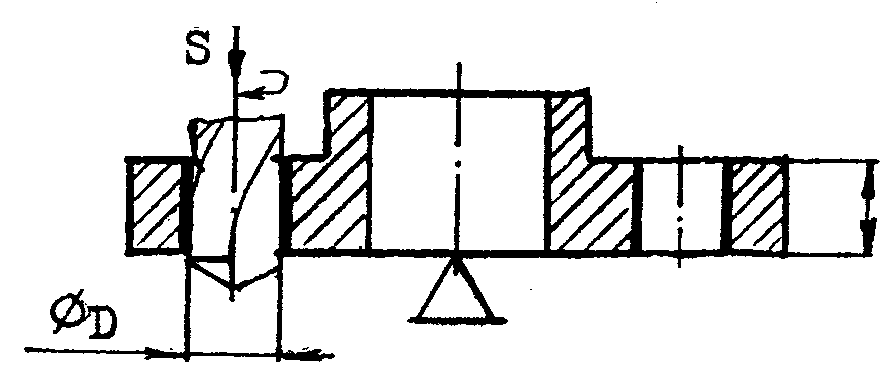
Точити фаску в розмір l х 450
l1=0,5…1
мм l2=0
мм l=c·tgα
T0
на
2
ескізі 5 | ||||
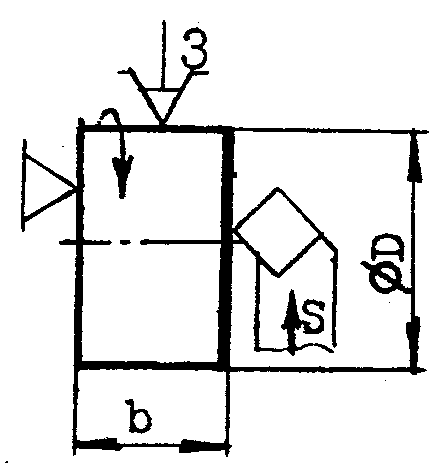
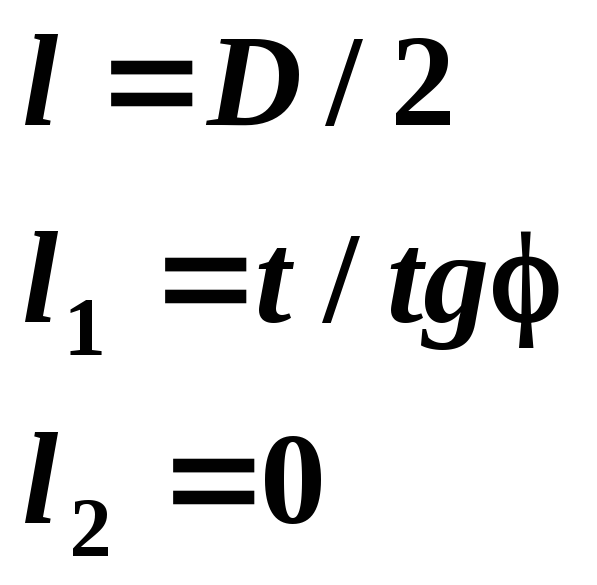
|
Т
T0
на
2
ескізі
l1=0,5…2
мм l2=0
мм l=0,5(D-d)
6
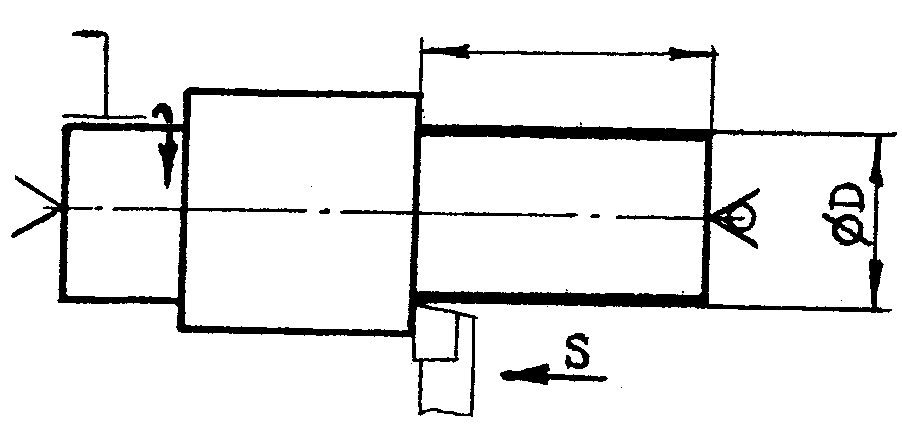
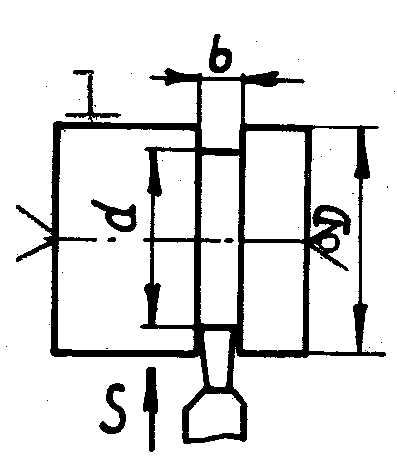
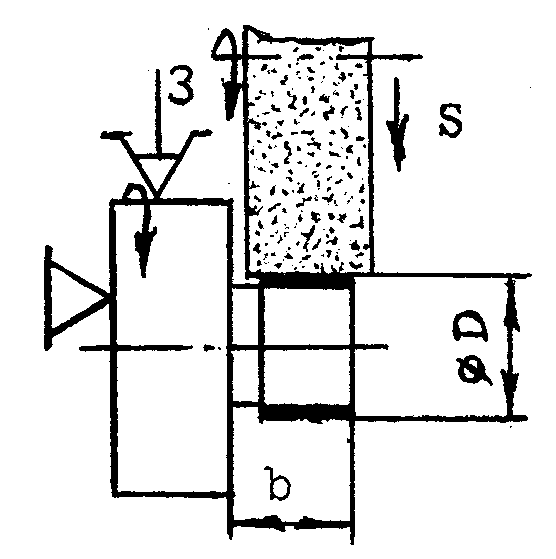
|
Р
l1=0,5…2
мм l2=0
мм
T0
на
2
ескізі 7 |
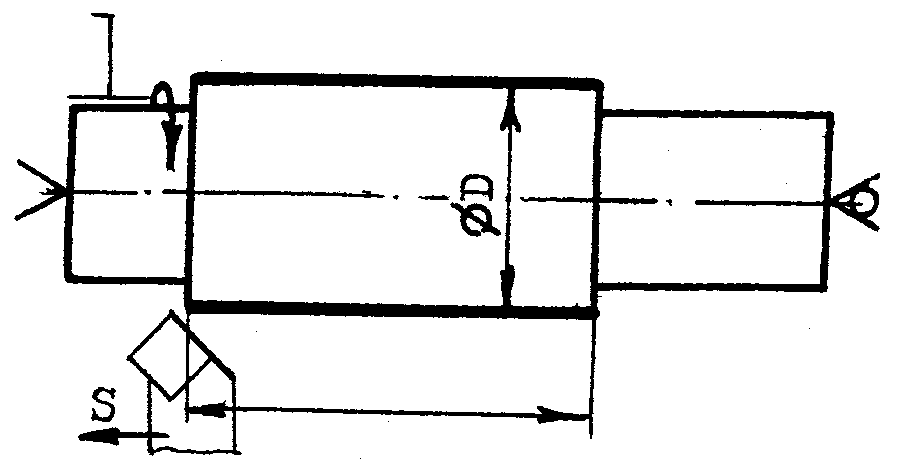
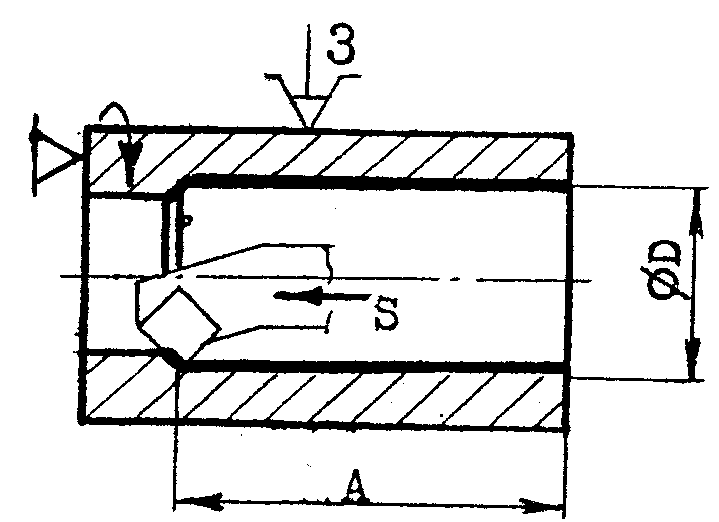
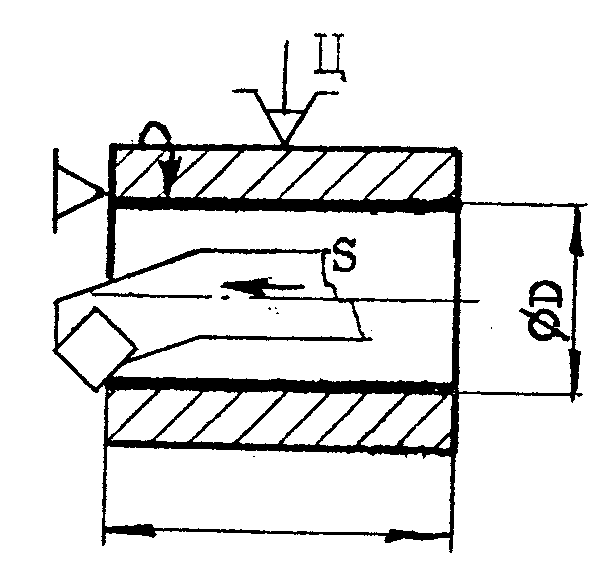
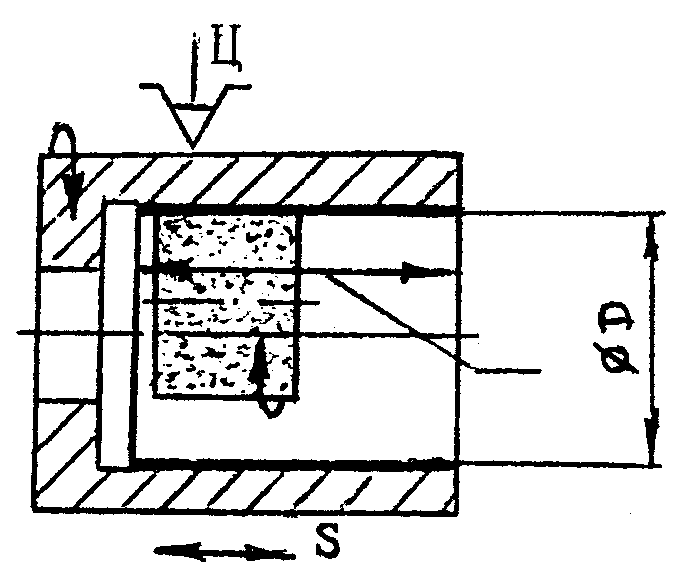
Р
T0
на
2
ескізі Ø D
l1=0,5…2
мм l2=1…3
мм l 8 |
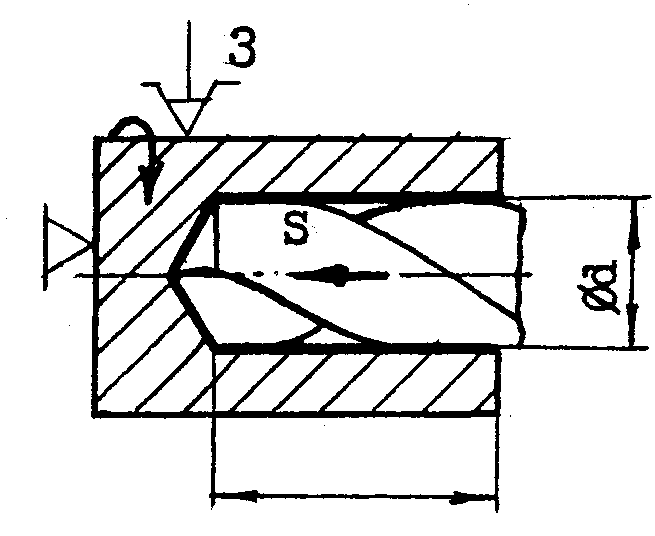
С
l1=0,5dctgφ+(1…2)
мм l2=1…3
мм для
глухих отв.
- 0
T0
на
2
ескізі l 9 | ||
|
З
Ø d
l
l1=0,5(D-d)ctgφ+(1…2)
мм l2,
T0
на ескізі
9
10
|
Розгорнути отвір в розмір Ø d
l1,
l2,
T0
на ескізі
9
11
|
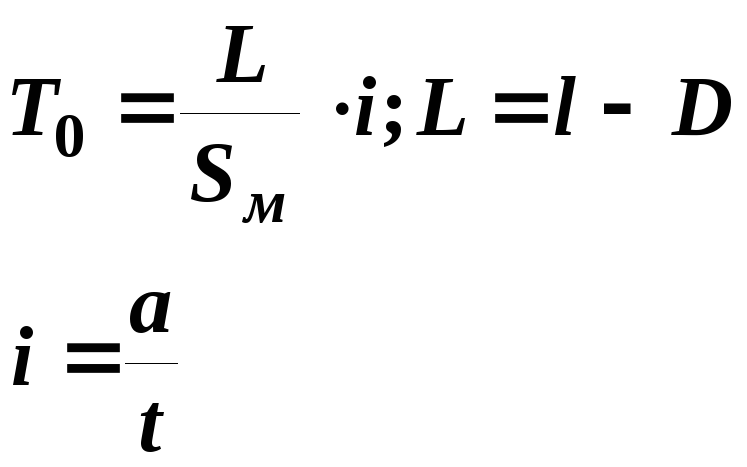
Токарна автоматна
12 | |||






|
С
13
l1
, l2,
на ескізі
9
|
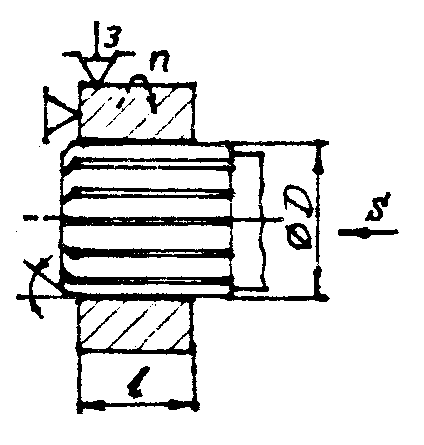
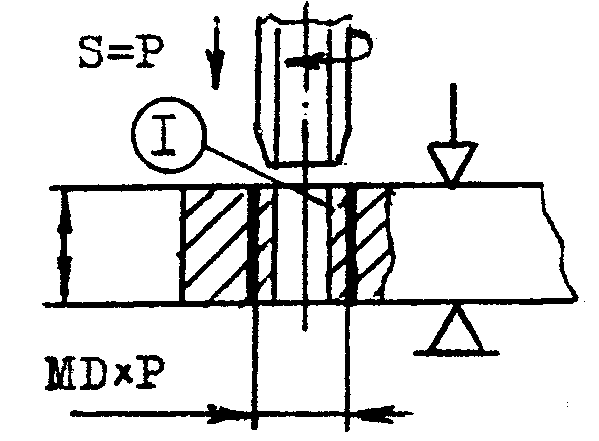
Н
14
l1=(1…3)S;
l2=(2…3)S
|
Зенкувати і фасок с х 450
l1=2
мм 15 |
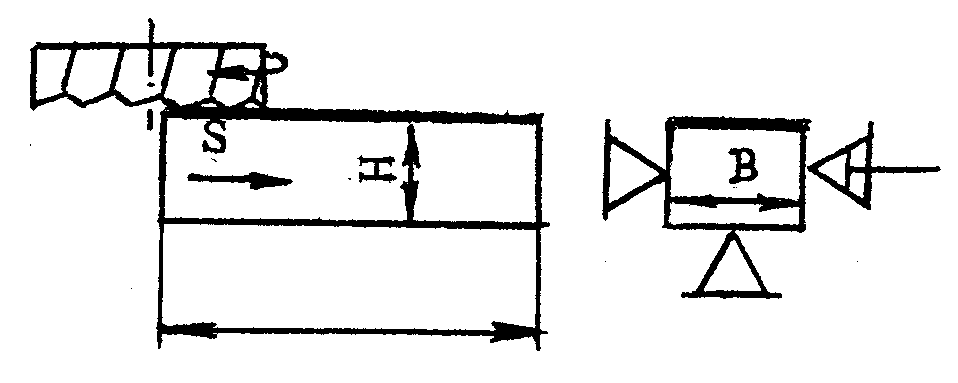
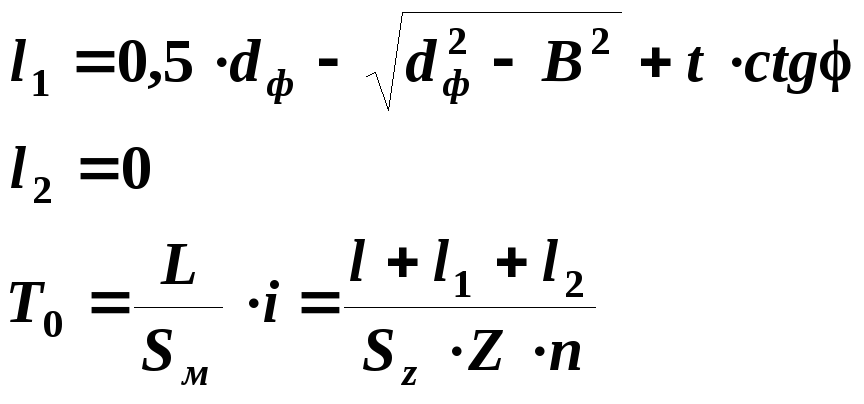
Фрезерувати площину в розмір Н
l 16 |
|
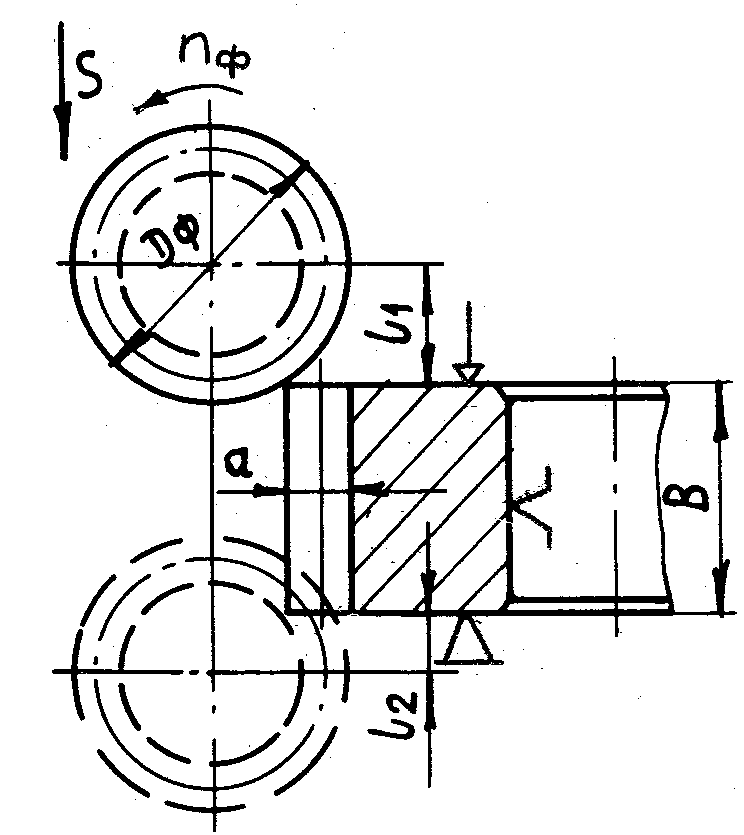
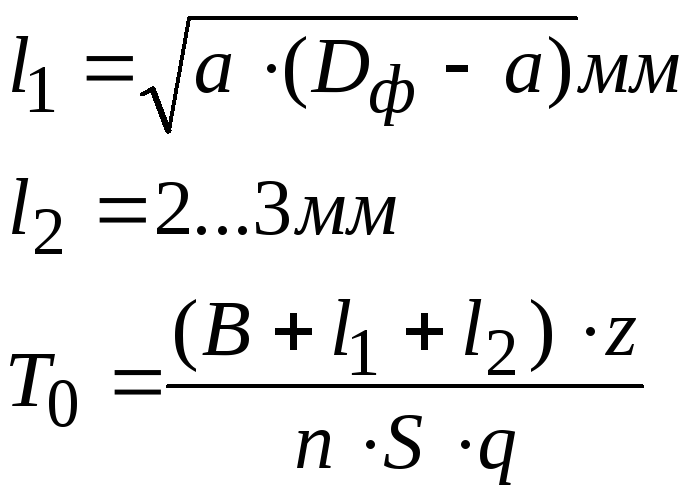
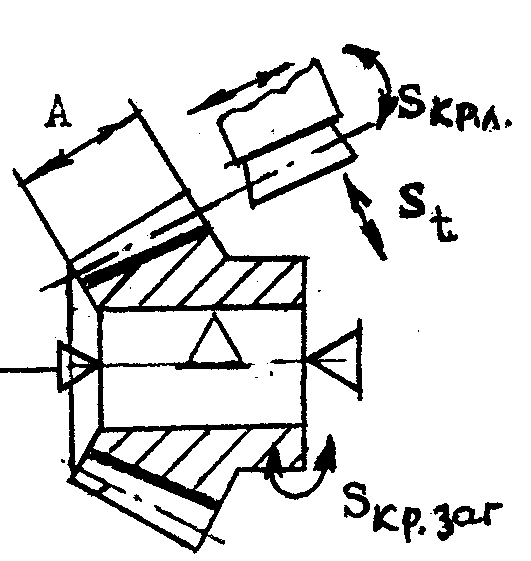
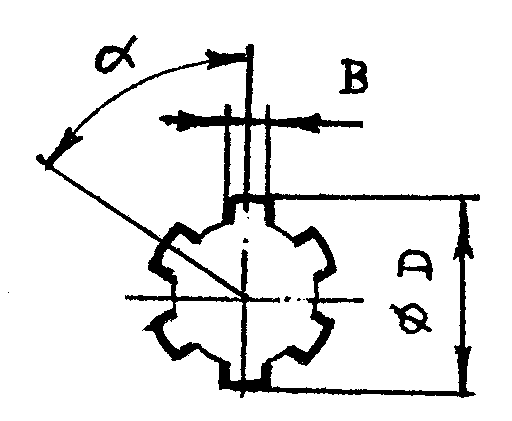
Фрезерувати зуби в розміри m=…; z=…; В.
q
– західність черв’ячної
фрези 17 |
С
18
| ||
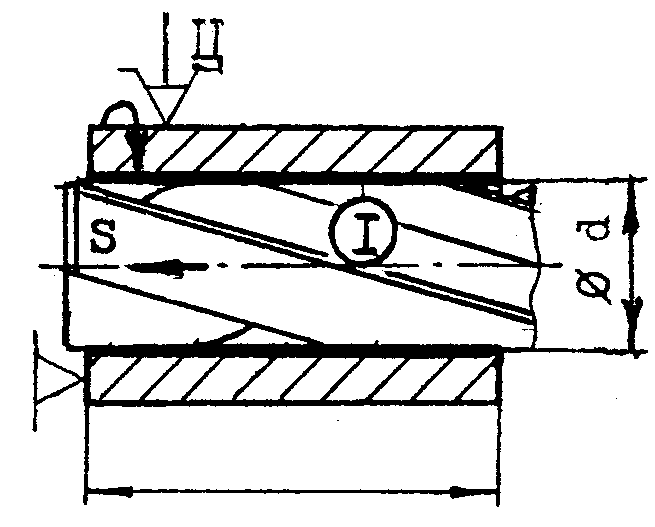
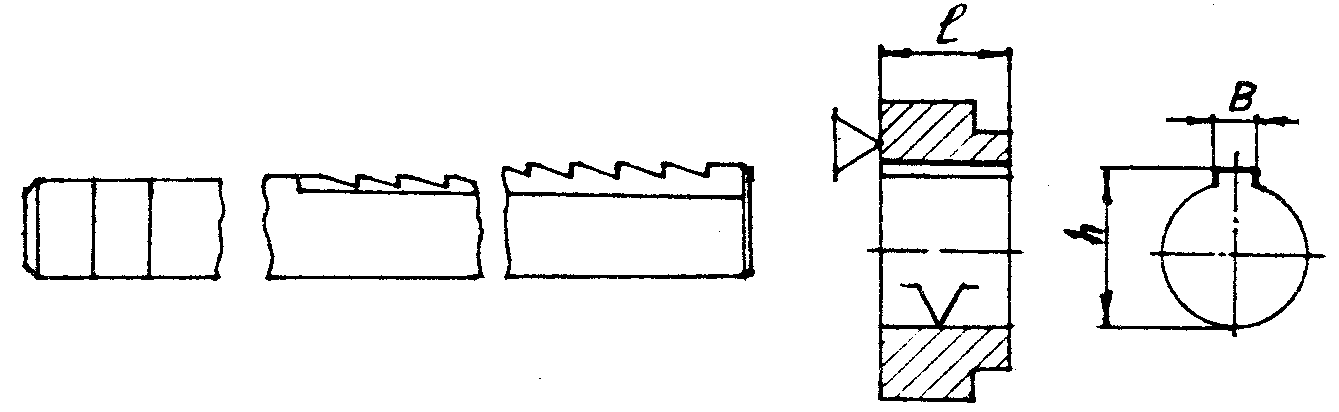
|
П
19 l2 lпр
V Vобр
lпр
– довжина протяжки; l2
– 30…50 мм
|
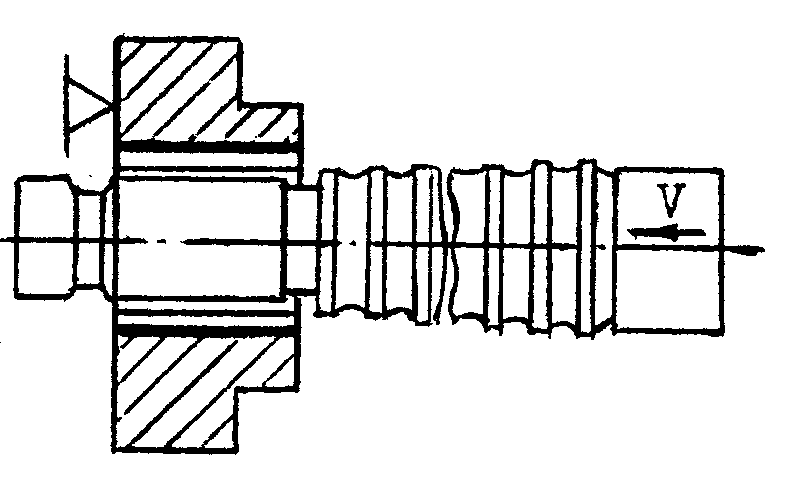
П
d
T0
на
ескізі
19 20 | ||
|
Фрезерувати шпонковий паз в розміри a на довжину l
21
|
Ш
l 22 |
Ш
23 |
Ш
24 |













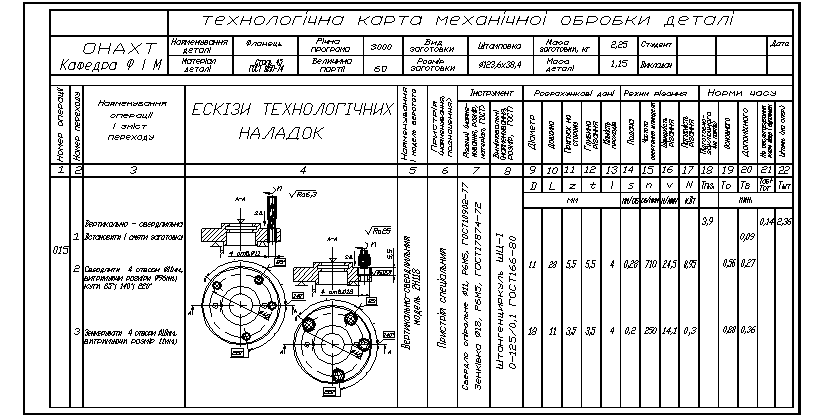
Додаток В. Форма технологічної карти механічної обробки деталі
|
О |
Т
50 50 50 30 50 50 50 50 50 30 40 20
| ||||||||||||||||||||||||||||
|
Каф. Ф і М |
Найменування деталі |
|
Річна програма, шт. |
|
Вид заготовки |
|
Маса заготовки, кг |
|
Студент |
|
|
Дата | |||||||||||||||||
|
М
|
|
Величина партії, шт. |
|
Розмір заготовки |
|
Маса деталі, кг |
|
Викладач |
|
|
| ||||||||||||||||||
|
| |||||||||||||||||||||||||||||
|
|
|
Наймену-вання операції і зміст переходів
|
Е
|
|
|
І |
Розрахункові дані |
Режим різання |
Норми часу | ||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
1 |
16 |
17 |
18 |
19 |
20 |
21 |
22 | ||||||||
|
|
|
|
|
|
|
|
|
D, B |
L |
Z |
t |
i |
S |
n |
V |
N |
Tп-з |
Tо |
Tв |
Tоб+Tот |
Tш | ||||||||
|
|
|
|
|
|
|
|
|
мм |
|
|
об/хв |
|
кВт |
хв. | |||||||||||||||
|
1 |
12 |
|
|
30 |
30 |
30 |
30 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
15 |
1 | ||||||||
 НАХТ
НАХТ






















 атеріал
деталі
атеріал
деталі


 скіз
техноло-гічної наладки
скіз
техноло-гічної наладки


 нстру-менти
нстру-менти




 5
5
 5
5
 110
110
 5
5
Додаток Г. Приклад оформлення технологічної карти механічної обробки деталі