

2.4.2.Ж) Вплив термічної обробки
На малюнку наведено залежності зміни твердості від тривалості відпалу при різних температурах.
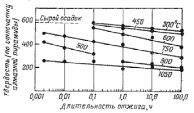
Це питання має важливе значення, оскільки він визначає придатність хромованих металів нести службу при високих температурах. Оскільки покриття наноситься при відносно низькій температурі, взаємної дифузії хрому в основний метал і цього металу в хром не відбувається, так що розділ між ними різко розмежований. Різне розширення покриття і основного металу при нагріванні і охолодженні локалізується сильніше і тому представляє велику небезпеку для такого покриття, ніж тоді, коли основний метал відділений від покриття з поступово змінюються складом.
2.4.2. З) Пластичність хромованого покриття
Пластичність електролітичного хрому істотно залежить від режиму хромування. Тендітні осади хрому (блискучі і матові) характерні для низьких температур електроліту і високих густин струму. Більш пластичні покриття виходять при високих температурах і низьких щільності струму (молочні осади). Блискучі, матові і молочні осади хрому переносять без руйнування пружні деформації основного металу, сталі. Але вже при незначній пластичної деформації блискучі і матові осади розтріскуються, в той час коли молочні осади в цих умовах не руйнуються.
2.4.3. Аноди для хромування.
Для хромування застосовують нерозчинні аноди , зі сплаву свинцю з оловом або сурмою . Чистий свинець менш придатний , так як він більш схильний до покриття товстої і погано проводить плівкою хромату свинцю. У гальванічних майстерень , зайнятих хромуванням , застосовують переважно сплав PbSb7 , що містить 7% Sb .
Форма анода впливає на його роботу у ванні. Кращими є круглі або овальні аноди , які проте необхідно відливати самостійно. При необхідності застосовують плоскі аноди шириною ~ 50 мм і товщиною 10-15 мм. Тонкі і широкі аноди з технічної точки зору невигідні, оскільки на їх задній поверхні важко отримати анодний струм, необхідний для підтримки анода в активному стані.
Закріплення анода на штанзі має істотне значення. Часто застосовуваний спосіб, що полягає в загині анода і навішуванні на штанзі не забезпечує хорошого проходження струму. До анода слід міцно припаяти гак з мідної смуги шириною ~ 30 мм і товщиною 6-8 мм з різьбою під гвинт для притиску його до плоскої струмового штанзі. Корисно покрити з'єднання хімічно стійким лаком.
Нові аноди слід формувати таким чином. На катодну штангу навішують сталеві смуги , включають струм , додають напругу до 5 В , а на анодних штангах розміщують аноди один за іншим , підвищуючи поступово напруга до 8 В. У цих умовах проводять електроліз протягом години , що достатньо для утворення шару діоксиду свинцю чорно - бронзового кольору , характерного для анодів , що працюють нормально .
Якщо на анодах утворюється жовтий наліт , то його слід усунути , спочатку пом'якшуючи в 25 %-ном розчині кухонної солі , протягом ночі , потім , усуваючи шлам сталевими щітками. При сухій очищенню анодів утворюється дуже шкідлива для людського організму пил. Очищені аноди, як і нові, обробляють струмом під великою напругою.
У разі тривалої перерви в роботі, наприклад, з нагоди відпочинку, аноди слід вийняти з ванни, промити і протерти волосяний щіткою, висушити і залишити на повітрі. Під час більш коротких перерв у роботі, наприклад, протягом ночі, вилучення анодів обтяжливо, тому їх залишають у ванні, а перед початком хромування активують, тобто працюють ~ 30 мін.при напрузі 8 В після навішування на катодного штанзі сталевих листів або прутків.
Допоміжні аноди виготовляють з легко пластичного тонкого свинцевого листа або свинцевого дроту. Іноді допоміжні аноди виготовляють із сталі або нікелю, але вони служать один раз, так як сильно труяться під час електролізу людського організму пил. Очищені аноди , як і нові , обробляють струмом під великою напругою .
У разі тривалої перерви в роботі , наприклад , з нагоди відпочинку , аноди слід вийняти з ванни , промити і протерти волосяний щіткою , висушити і залишити на повітрі. Під час більш коротких перерв у роботі , наприклад , протягом ночі , вилучення анодів обтяжливо, тому їх залишають у ванні , а перед початком хромування активують , тобто працюють ~ 30 мін. при напрузі 8 В після навішування на катодного штанзі сталевих листів або прутків .
Допоміжні аноди виготовляють з легко пластичного тонкого свинцевого листа або свинцевого дроту . Іноді допоміжні аноди виготовляють із сталі або нікелю , але вони служать один раз , так як сильно труяться під час електролізу .