

5. Назовите основные задачи решаемые устройством с чпу станка
Ответ:
-Технологическая задача (управление циклом, включение выключение)
-геометрическая (перемещение по траектории)
-логическая (логика)
-терминальная (Связь с оператором или с ЭВМ высшего ранга.)
6. Определить точку самоокупаемости проекта организации производства, если совокупные фиксированные издержки в проекте 1960 тыс.руб. Переменные издержки 216 руб/шт, а предполагаемая цена продажи одного изделия 1370 руб.
Ответ:
K = СФИ/(Ц-ПИ) = 1960000 / (1370-216) = 1698 руб
Прибыль=0,Убытки=0,
{Если нужно определить прибыль - Вф=1800 (предпологаемая цена продажи одного изделия), найдем Прибыль-?
Пр=Ц*Вф – (СФИ+ПИ*Вф) = 1370*1800-(1960000+216*1800) = 117200 руб}
7. Приведите эскиз круглой протяжки с указанием наименований её частей. Какие параметры протяжки рассчитываются? Можно ли протяжкой, спроектированной для обработки отверстия диаметром 27+0,025, длиной 50 мм обработать отверстие такого же диаметра, но длиной 75 мм? Ответ обоснуйте Укажите исполнительные размеры калибрующих зубьев указанной протяжки.
Ответ: А)Протяжки многолезвийный инструмент работающий без движения подачи. Подача осуществляется за счет подъема зубьев. Применяется в массовом и крупносерийном производстве.
Преимущества: высокая производительность, высокая точность, низкая шероховатость.
Недостатки: высокая стоимость, узкая специализация.
Основные конструктивные элементы протяжек:
![]()
Хвостовик, шейка, переходной конус, направляющая, рабочая часть, задняя направляющая, иногда и задний хвостовик
Хвостовик служит для закрепления и передачи усилия; Переходной конус служит для облегчения входа в деталь передней направляющей; Передняя направляющая служит для центрирования детали на протяжке; Задняя направляющая центрирует протяжку при выходе; Рабочая часть включает в себя: черновые, переходные, чистовые и калибрующие зубья.
Рассчитывается подача на зуб, стружечная канавка на помещаемость стружки
Fакт>K*Fстр; Fстр=az*l, (az-толщина среза, l-длина детали).
Рассчитывается протяжка на прочность в опасном сечении по хвостовику и перед первым зубом. Рассчитывается длина протяжки, определяются число зубьев. При увеличении длины обработки число одновременно работающих зубьев увеличивается: zo = (l/p)+1. При этом увеличивается сила резания и площадь стружки. Нужно проверить стружечную канавку на заполняемость.
Для сливной стружки активная площадь Fакт = *r2
Для стружки излома активная вся площадь стружечной канавки F>=Fакт коэффициент заполнения k = Fакт/F
Б )
Нельзя, т.к. увеличится площадь стружки,
которая забьет канавки, что может
привести к заклиниванию. Не хватит длины
протяжки. Увеличится число одновременно
работающих зубьев, что приведет к
увеличению сил резания, которые не будут
обеспечиваться станком. Также увел. сил
резания может привести к поломке
протяжки.
)
Нельзя, т.к. увеличится площадь стружки,
которая забьет канавки, что может
привести к заклиниванию. Не хватит длины
протяжки. Увеличится число одновременно
работающих зубьев, что приведет к
увеличению сил резания, которые не будут
обеспечиваться станком. Также увел. сил
резания может привести к поломке
протяжки.
В) Исполнительные размеры
калибрующих зубьев: 27,02-0,01
Билет № 6
1. Чему равна величина допуска Т на замыкающее звено плоской размерной цепи с параллельно расположенными звеньями при решении по методу полной взаимозаменяемости?
Ответ: Сумме допусков звеньев этой размерной цепи
2. Назовите методы получения заготовок для изготовления валов.
Ответ: В качестве заготовок, в зависимости от конфигурации размеров и программы выпуска применяют: 1) прокат - прутки, горячекатаный (дешевле, но требует дополнительной обработки) или холоднотянутый; 2) поковки, штамповки, периодический прокат, трубы. В редких случаях используют сварные заготовки и для уникальных деталей отливки.
3. Как рассчитать рабочий настроечный размер при настройке технологической системы на обработку партии деталей?
Ответ: Рабочий настроечный размер будет равен среднему размеру с чертежа
Ан=Аср±в
4. Объем реализации продукции в базисном периоде (квартале) 8,5 млн. руб. при средних остатках оборотных средств 6,8 млн. руб. На планируемый период предусмотрены объем реализации 9,7 млн. руб., средние остатки оборотных средств 6,9 млн. руб. Определить абсолютное и относительное изменения оборотных средств. Сделать пофакторный анализ абсолютного изменения оборотных средств.
Ответ: Абсолютное изменение оборотных средств
Иабс = СобПЛ – СобБАЗ = ИабсРП ИабсСК.ОБ
Изменение объема реализации:
ИабсРП = СобБ*[(РППЛ/РПБ)-1] = 6,8*[(9,7/8,5)-1]= 0,959
Изменение скорости оборота:
ИабсСК.ОБ = СобПЛ-(РППЛ/КобБ) = Иотн
Иотн - Относительное изменение оборотных средств.
КобБ = РПБ/СобБ = 8,5/6,8 = 1,25 - Коэффициент оборачиваемости
ИабсСК.ОБ = 6,9-(9,7/1,25) = -0,86
Иабс = 0,959-0,86 = 0,099
знак «+» - ввод оборотных средств.
5. Назовите преимущества бесступенчатого регулирования скорости в станках.
Ответ:
- Установка оптимальных режима скорости
- Возможность изменения скорости при работе станка, что увеличивает возможность автоматизации процесса
6. Какой инструментальный материал следует применять при точении закаленных сталей с твердостью НRC 60..62? Приведите конструкцию резцов и укажите режимы резания.
Ответ:
О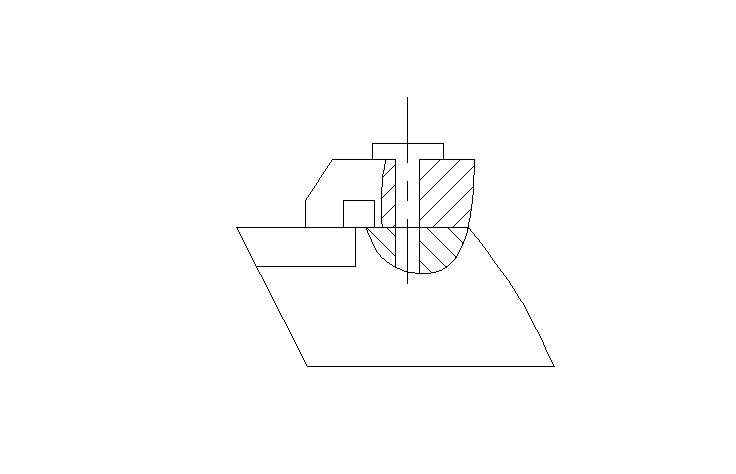 ТВЕТ:
СТМ на основе нитрида бора (композиты).
Режимы резанияt=0,05..0,2
мм; S0.05-0,1
мм/об; V=60..100
м/мин.
ТВЕТ:
СТМ на основе нитрида бора (композиты).
Режимы резанияt=0,05..0,2
мм; S0.05-0,1
мм/об; V=60..100
м/мин.
7. Геометрия отрезного резца.
Ответ:

Резец состоит из рабочей части L1 и крепежной L2, служащей для закрепления резца на станке. Геометрическая форма лезвия резца определяется следующими геометрическими параметрами: главный передний угол , задний угол , угол заострения
Углы и 1 – влияют на точность обработки, шероховатость поверхности, интенсивность износа и стойкость инструмента.
С увеличением заднего угла уменьшается трение и износ инструмента, одновременно уменьшается угол заострения , уменьшается теплоотводность и прочность.
Особенности процесса резания при прорезке канавок и отрезке:
Увеличивают главный передний угол инструмента; делают упрочняющую фаску; ширину резца ограничивают 4-5 мм; увеличивают поперечные подачи, для исключения вибраций. Режущую кромку отрезного резца следует располагать ниже оси центров токарного станка, ниже чем 0,05..0,1 мм, это исключает поломку в момент отрезания.