

3. При обработке заготовок на кругло-шлифовальном станке в размер
10-0,1 «мгновенное» поле рассеяния равно Т=0,02мм. После шлифования каждой детали координата середины мгновенного поля рассеяния Т возрастает на 0,005 мм. Перед обработкой какой по порядку заготовки следует произвести поднастройку станка, если при обработке первой заготовки настройка была произведена от нижней границы поля допуска?
Ответ:
(не уверен в решении) Координаты середины поля рассеивания для 1 детали 9,9+0,02/2=9,91
Координаты середины поля рассеивания для последней детали 10-0,02/2=9,99
Количество деталей обработанных без поднастройки станка
(9,99-9,91)/0,005 = 16 дет
перед 17-ой деталью
4. Указать основные принципы расчета количества основного оборудования по приведенной программе.
Ответ:
Все детали разбиваются на группы. В каждой группе выбирается деталь представитель, как правило более сложная. Для деталей представителей разрабатываются технологические процессы механической обработки, определяется станкоёмкость и выбирается оборудование. Для остальных деталей группы годовые программы их выпуска корректируются с учётом массы детали, сложности сопрягаемых поверхностей, требований к качеству обработанной поверхности и других параметров. Рассчитав приведённую программу для каждой детали их суммируют вместе с программой детали представителя. Умножив приведённую программу на станкоёмкость детали представителя, получают суммарную годовую станкоёмкость. По годовой станкоёмкости рассчитывают число станков:
Ср = Тспр*Nпр / Фэ*60
Фэ – Эффективный годовой фонд времени работы оборудования.
Тспр – Станкоемкость выполнения операции при изготовлении детали представителя.
Nпр – приведенная программа выпуска изделий.
5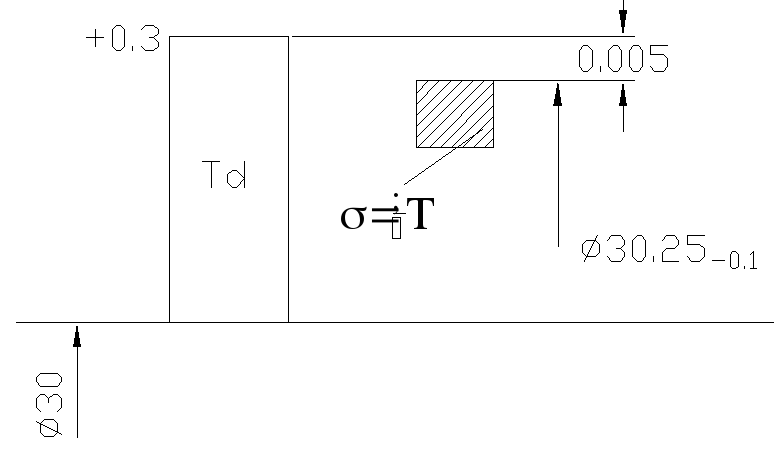 .
Определить размер и построить поле
допуска зенкера для обработки отверстия
диаметром 30+0,3,
биение зенкера 0,05.
.
Определить размер и построить поле
допуска зенкера для обработки отверстия
диаметром 30+0,3,
биение зенкера 0,05.
Ответ:
D30.25-0.1
6. Каково назначение многоцелевых станков.
Ответ: Служат для комплексной обработки заготовок на 1 рабочем месте без её перебазирования. Следовательно сокращают вспомогательное время на транспортировку от одного станка на другой, за счет обработки на одном рабочем месте при совмещении операций.
7. Влияние температуры на износ инструмента.
О твет:Температура
резанья – это максимальная контактная
температура на режущем инструменте.
Должна быть меньше теплостойкости
инструментального материала на 50-100 С.
Как только температура резанья достигает
теплостойкости инструментального
материала наблюдается интенсивный
износ инструмента. При резании с высоким
скоростями и большой подачей острым
инструментом максимальная температура
возникает на передней поверхности. При
чистовой обработке с малыми толщинами
максимальная температура на режущих
кромках или на задней поверхности. При
износе инструмента температура на
задних поверхностях возрастает и его
задние поверхности изнашиваются более
интенсивно. От уровня температуры
зависит интенсивность износа
твет:Температура
резанья – это максимальная контактная
температура на режущем инструменте.
Должна быть меньше теплостойкости
инструментального материала на 50-100 С.
Как только температура резанья достигает
теплостойкости инструментального
материала наблюдается интенсивный
износ инструмента. При резании с высоким
скоростями и большой подачей острым
инструментом максимальная температура
возникает на передней поверхности. При
чистовой обработке с малыми толщинами
максимальная температура на режущих
кромках или на задней поверхности. При
износе инструмента температура на
задних поверхностях возрастает и его
задние поверхности изнашиваются более
интенсивно. От уровня температуры
зависит интенсивность износа
инструмента и его характер, чем выше температуры тем больше износ. При черновой обработке в основном изнашиваются передние поверхности инструмента. При чистовой преимущественно задние поверхности. Либо округляются режущие кромки. При резании трудно обрабатываемых материалов округляются режущие кромки.