

3. Назовите основные методы формообразования зубьев цилиндрических зубчатых колес.
Ответ: Копирование след, копирование касание, обкатка след или обкатка касание.
4. Какие виды оптимизации осуществляются в сапр тп при проектировании технологических процессов?
Ответ:
-Структурная (оптимизация структуры процесса)
-Параметрическая (оптимизация параметров процесса)
5. Рассчитать количество односторонних испытательных стендов, если в течении года испытаниям подвергаются 15000 изделий. Время испытаний tн=15 мин. Время на установку и снятие изделия tу=2 мин. Время приемки изделия tпр=4,5 мин. Количество повторных испытаний 11% Работа односменная. Коэф. ремонта стенда р=0,98.
Ответ:
Эффективный фонд времени работы единицы оборудования рассчитывается по формуле: Фэфоб = Фном*(p)*Ксм
Фэфоб = 1981,7*(0.98)*1=1942 час
где Фном – номинальный фонд времени за год, ч.;
Ксм – режим сменности (2).
Фном = Фкаленд-Выход-Праздн = (365*40/7)-12*8-8*1=1981,7 час
Количество односторонних стендов
CTI = [Nи*(tус+tи+tпр)/60*Фэ]*Кпи = [15000*(2+15+4.5)/60*1942]*1,11 = 3,073(?
где tyc - время установки; tи - время испытания; tпр - время приемки
6. Какие зубчатые колеса можно обрабатывать на зубофрезерном станке?
Ответ:
цилиндрические (прямозубые, косозубые), червячные
7. Сделать выбор оптимального варианта технологического процесса, если:
|
Показатели |
Варианты | ||
|
1 |
2 |
3 | |
|
Программа выпуска изделий |
2400 |
2650 |
2970 |
|
Себестоимость изделия, руб. |
328 |
307 |
289 |
|
Капитальные вложения, тыс/руб. |
1250 |
1580 |
1760 |
Нормативный коэф. экономической эффективности 0,5
Ответ:
Нормативный коэффициент экономической эффективности 0,5
Решение:
Зприв->min тот вариант и оптимален
Зприв = Сед + Ен*К/В
Зприв1 = 328+0,5*1250000/2400 = 588,42
Зприв2 = 307+0,5*1580000/2650 = 605,11
Зприв3 = 289+0,5*1760000/2970 = 585,3 – оптимальный вариант.
Билет № 13
1. Назовите три возможных метода простановки размеров на чертеже.
Ответ: 1. Цепной. При нем размеры устанавливаются в линию.
К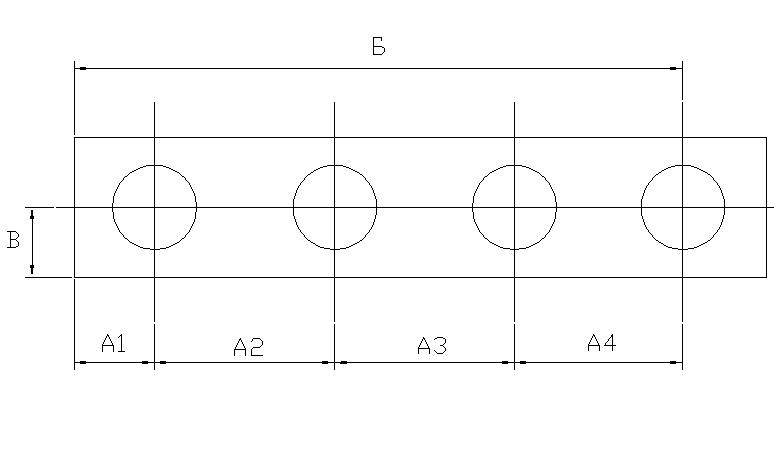 онец
предыдущего размера
онец
предыдущего размера
является началом следующего
размера. Плюсы: Высокая
точность между смежными
элементами. Минусы:
координатный размер
зависит от суммы
составляющих его размеров.
Для получения каждого
последующего элемента
н![]() еобходимо
специальное приспособление.
еобходимо
специальное приспособление.
Б![]() =А1+А2+А3+А4;
ТБ=ТА1+ТА2+ТА3+ТА4.
=А1+А2+А3+А4;
ТБ=ТА1+ТА2+ТА3+ТА4.
![]()
Применяется в случае необходимости выдерживания точных размеров или коротких размерных цепей.
2 .
Координатный. Все размеры до элементов
детали задаются от одной заранее
выбранной базы. В этом случае точность
координатных размеров определяется
чертежом. А точность
.
Координатный. Все размеры до элементов
детали задаются от одной заранее
выбранной базы. В этом случае точность
координатных размеров определяется
чертежом. А точность
цепных размеров
определяется из
трехзвенной размерной
цепи. Нужно одно
приспособление.
А![]() =Б4-Б3;
ТА=ТБ4+ТБ3.
=Б4-Б3;
ТА=ТБ4+ТБ3.
Обеспечивают большую точность.
3. Комбинированный. Является сочетанием 1 и 2. Цепным способом проставляются наиболее точные размеры.
2. Необходимо обработать отверстие в заготовке корпусной детали и выдержать размеры А и Б соответственно до поверхностей I, III. Какие поверхности следует выбрать в качестве технологических баз для обеспечения точности размеров:
А – поверхность I или II, Б поверхность III или IV ? Дайте название базовых поверхностей.
Ответ: Для обеспечения точности размеров А и Б следует в качестве технологических баз выбрать плоскости I и III
I (А) – установочная технологическая явная база.
III (Б) – направляющая технологическая явная база.