

5. Составьте комплексную для следующих деталей (тел вращения).

6. Какая разница между бункером и магазином для заготовок?
Ответ: В бункере заготовки расположены хаотично, а в магазине строго ориентированно (упорядочены.)
7. Сила резания и её составляющие. Использование каждой из них при решении практических задач. Эмпирические формулы для расчета составляющих сил резания.
Ответ: При изменении какого либо параметра инструмента, силы резанья меняется не только величина но направление поэтому измеряют и анализируют не саму силу резанья а 3её составляющих. Направление осей в прямой системе координат принимают следующим образом Направление скорости главного движения ось y по нормали обработанной поверхности ось Х в направлении вектора скорости вспомогательного движения
Pz- главная (тангенциальная) составляющая силы резания, определяет мощность процесса резания, по пределеному значению расчитывается механизм главного движения станка.
При черновой обработке по ней определяют мощность резанья
Py- радиальная составляющая силы резания, по ней проводят точностные расчеты механической обработки.
Px- осевая составляющая силы резания по ней определяют мощность вспомогательного движения станка. При выборе режимов обработки вводятся ограничения Px для того чтобы не сломать механизм вспомогательного движения. Наиболее высокая точность по эмперическим формулам обеспечивается в тех случаях, когда геометрия инструмента и условия резания не меняются изменяются только режимы обработки t, S, V.
Используются для решения практических задач, для расчета этих сил пользуются эмпирическими формулами.
Pz = Cpz*tXpz * SYpz * VZpz * Kz
Py = Cpy*tXpy * SYpy * VZpy * Ky
Px = Cpx*tXpx * SYpx * VZpx * Kx
Билет № 12
1. Дать методику построения кривой фактического рассеяния размеров.
Ответ: Статический анализ с помощью точечных диаграмм.
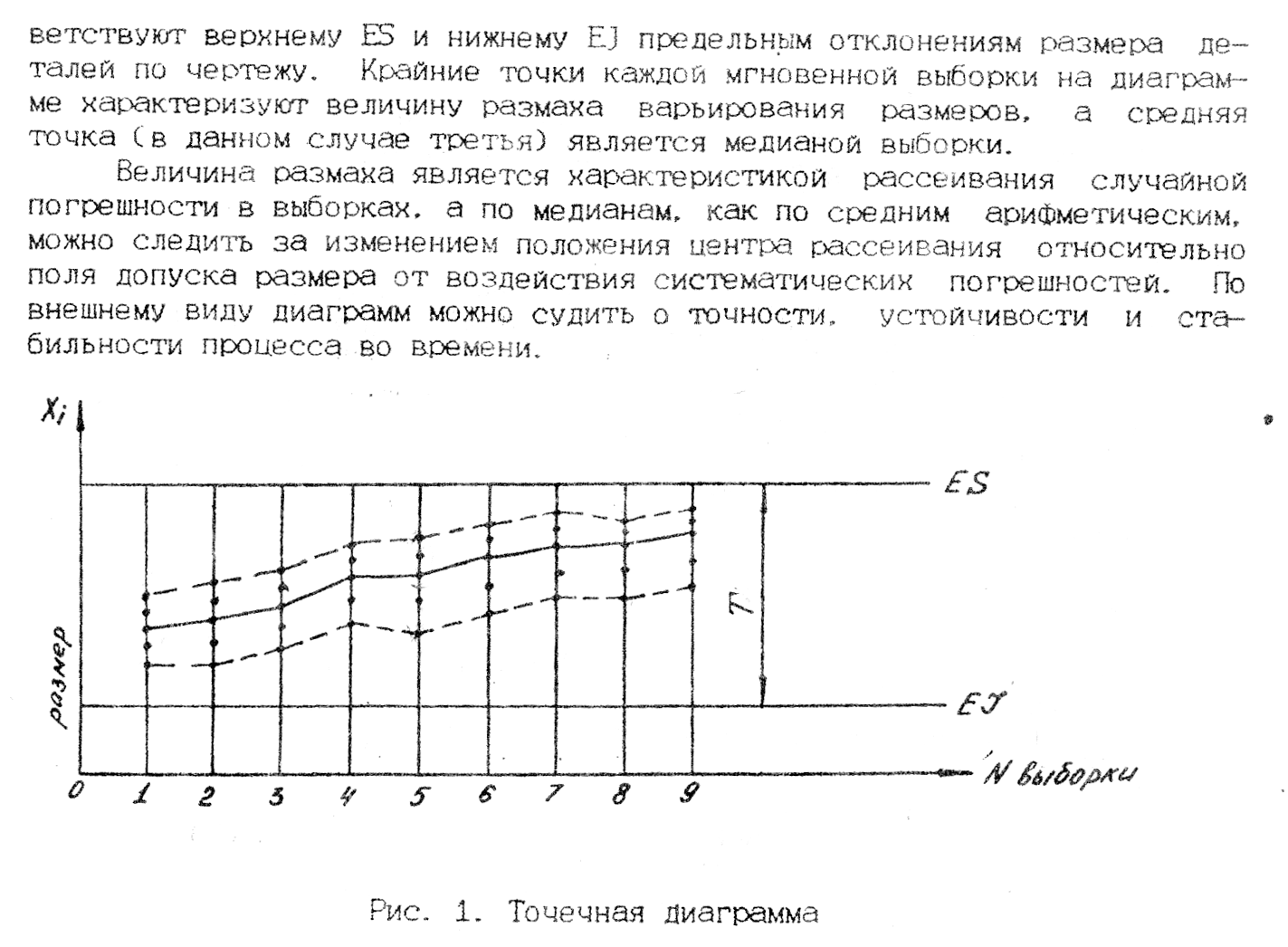
1. Построить точечную диаграмму по результатам измерений 10-20 малых выборок объемом по m=5 штук, взятых со станка через определенные промежутки времени и в последовательности их обработки. Для этого размеры текущих выборок в виде точек наносятся на диаграмму, по оси абсцисс которой указывается номер выборки, а по оси ординат – размеры деталей. На диаграмме проводятся две горизонтальные линии, которые соответствуют верхнему ES и нижнему EI предельным отклонениям размера деталей по чертежу. Крайние точки каждой мгновенной выборки на диаграмме характеризуют величину размаха варьирования размеров, а средняя точка (в данном случае третья) является медианой выборки. Величина размаха является характеристикой рассеивания случайной погрешности в выборках, а по медиане, как по средним арифметическим, можно следить за изменением центра рассеивания относительно поля допуска размера от воздействия систематических погрешностей. По внешнему виду диаграмм можно судить о точности, устойчивости и стабильности процесса во времени.
2. Изобразите теоретическую схему базирования вала в центрах при обработке на токарном станке.
Ответ: искусственные базы – центровые отверстия
![]()
![]()
Если L/D> - требуется применять люнет
-![]() центрование в обратных центрах;
центрование в обратных центрах;
- соосность обработанных поверхностей обеспечивается относительно фасок;
Для ликвидации погрешности базирования длинных ступеней применяют подвижные центры или подпружиненные.

Достоинство: 1 сокращается установочное время. 2 обработка полностью за одну установку всего вала.
Недостаток: 1 нарушение правильности формы конуса центрового отверстия. 2 перед последующим базированием необходимо произвести дополнительную обработку центрового отверстия.
На токарных автоматах, а также при работе из прутка в качестве опорной базы применяют правый торец.