

Заклепкові з’єднання
Заклепкове з’єднання здійснюється з використанням додаткової деталі – заклепки (рисунок 2.8, а). Форма та розміри заклепок стандартизовані. У деяких випадках при формуванні з’єднання на одній з деталей виконується суцільна або пустотіла (пістон) цапфа (рисунок 2.8, б). Заклепкові з’єднання розповсюджені в машинобудуванні, будівельних конструкціях і приладах. Для їх виготовлення застосовуються сталі марок 2, 3, 10, а також алюмінієві і мідні сплави.

У зрівнянні зі зварними з’єднаннями переваги заклепкових полягають у можливості з’єднання незварюваних деталей, менших руйнуваннях деталей при розбиранні, а також меншій концентрації напружень. Недоліки їх визначаються малою продуктивністю технологічного процесу, великими витратами металу, значною вартістю, підвищеним рівнем негативного впливу вібрацій на робітників.
Д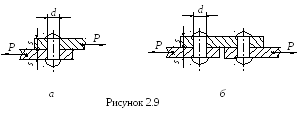 о
основних типів заклепкових з’єднань
належать з’єднання внапустку (рисунок
2.9,а),
з одною (рисунок 2.9, б)
та двома накладками. Також застосуються
однорядні, дворядні та ін. типи заклепкових
з’єднань.
о
основних типів заклепкових з’єднань
належать з’єднання внапустку (рисунок
2.9,а),
з одною (рисунок 2.9, б)
та двома накладками. Також застосуються
однорядні, дворядні та ін. типи заклепкових
з’єднань.
Заклепки в з’єднаннях, що підлягають осьовому навантаженню, розраховуються на зрізання і перевіряються на зминання.
Умова міцності при розрахунках на зрізання перевіряється за формулою
![]() (2.13)
(2.13)
де Р1 – навантаження на одну заклепку;
і - кількість площин зрізання.
Умова міцності при розрахунках на зминання перевіряється за формулою
![]() (2.14)
(2.14)
де S – товщина деталей, що з’єднуються.
Величини допустимих напружень призначаються залежно від матеріалу заклепок і способу обробки отворів під них. Наприклад, для стальних заклепок (сталі марок 2, 3) при отворах, що отримують свердленням, приймаються [ЗР]=140 МПа і [ЗМ] = 300 МПа.
З’єднання з натягом
З’єднання цього типу забезпечує нерухоме скріплення деталей за рахунок сил тертя, що виникають між охоплюючою та охоплюваною поверхнями при складанні деталей за групою посадок з натягом. Такий спосіб з’єднання застосовують для складання деталей, навантажених значними зусиллями, або тих, що підлягають при роботі впливу вібрацій та ударів – для з’єднання валів із зубчастими колесами або бандажів черв’ячних коліс з маточинами. Окрім гладких, у таких з’єднаннях застосовують накатані деталі. Надійність з’єднання при цьому забезпечується за рахунок вдавлення зубців накатки в циліндричну поверхню сполученої деталі.
Паяні з’єднання
При паянні деталі (з чавуну, сталі, кольорових металів та сплавів) з’єднуються розплавленим припоєм. Такі з’єднання широко застосовуються в електричних машинах, приладах, радіоапаратурі.
Перевагами паяних з’єднань є їх герметичність, відносна простота і технологічність процесу, малі остаточні деформації. До недоліків слід віднести невисоку механічну та термічну міцність, високу вартість припоїв і флюсів.
Відрізняють легкоплавкі (м’які) припої з температурою плавлення до 3000 С і тугоплавкі (тверді) припої з температурою плавлення більше 5000 С.
Поширеними м’якими припоями є сплави олова та свинцю - ПОС (зі змістом олова 18...90%; наприклад, припій ПОС-60 містить 60% олова і близько 40% свинцю); олова, свинцю та кадмію - ПОСК; олова, свинцю та вісмуту – ПОСВ. Такі припої застосовують для паяння міді, сплавів, сталі.
Тверді припої застосовуються для паяння міді, сталей, нержавіючих сталей. До складу твердих припоїв можуть входити такі складові: срібло, мідь, кадмій (ПСр50Кд34); мідь і нікель (ПН25) та ін. Такі припої забезпечують шви з відносно високими механічною та термічною міцністю.
Для отримання якісних паяних з’єднань поверхні деталей очищують від окисних плівок шляхом застосування флюсів - каніфолі, розчину спирту, а також хімічно активних флюсів - бури, хлористого цинку та ін.