

Визначення потрібної кількості устаткування.
Визначення кількості й вибір типів устаткування для виконання даної виробничої програми є основним і найбільш відповідальним питанням при розрахунках цеху.
Визначення кількості верстатів механічного цеху, необхідного для обробки деталей по заданій виробничій програмі, проводиться двома методами:
За даними технологічного процесу
За техніко-економічними показниками.
Залежно від типу виробництва, стадії проектування й необхідної точності розрахунки може вестися точно або укрупнено.
Розрахунки устаткування за даними тех. процесу (точним способом) ведеться при розробці технічного проекту цехів серійного й масового виробництва, коли трудомісткість визначається по докладно розробленим технологічним процесам. У цьому випадку для звичайного серійного (непотокового) виробництва розрахунки ведеться по кожному типорозміру верстатів, а для масового, поточно-масового, серійного, поточно-серійного – для кожної операції.
Укрупнений метод або розрахунки за техніко-економічними показниками застосовується в тих випадках, коли немає достатніх даних для точних розрахунків або його проведення неможливе через особливо короткі строки проектування. Це часто має місце при проектуванні цехів одиничного й дрібносерійного виробництва, а також при розробці технічного завдання цехів усіх видів виробництва.
Визначення кількості верстатів у серійному виробництві.
При визначенні кількості устаткування цехів серійного виробництва точним способом розрахунки ведеться по кожному типорозміру верстата на основі підрахунку річної трудомісткості обробки всіх деталей, закріплених за даним типом верстата. Проектні розрахунки основної кількості верстатів ведуть для 2-х змінного режиму роботи, а для унікальних, великих і важких верстатів – для 3-х змінного.
Необхідна кількість верстатів даного типу визначається по формулі:
![]() ,
,
де Ср – розрахункова кількість верстатів даного типорозміру;
Тшт-к – трудомісткість річної кількості всіх деталей на верстатах даного типорозміру в верстатогодинах.
Фд.об – дійсний річний фонд часу роботи устаткування при 2-х змінній роботі в годиннику.
![]()
де Тшт-к1, Тшт-к2, …, Тшт-кn – штучно-калькуляційний час 1, 2, …, n деталей на верстатах даного типу у хв.
Д1, … - відповідно річна кількість однойменних деталей, оброблюваних на верстаті.
|
Назва деталі |
Річна програма |
Фрез. 6602 Тшт-к на 1 дет., хв |
Радіально свердлильний 2Н55 Тшт-к на 1 дет., хв |
Гвинторізний 1 ДО62 Тшт-к на 1 дет., хв |
Верт. фрезерний 6Т82 Тшт-к на 1 дет., хв |
Разом Тшт-к | |
|
на 1 дет., хв |
на год. ін., год | ||||||
|
Дет. №1 |
|
|
|
|
|
|
|
|
Дет №2 |
|
|
|
|
|
|
|
|
Разом |
|
|
|
|
|
|
|
Отримане розрахунками кількість верстатів округляється до цілого числа, називаного прийнятим числом верстатів Сп.
Для визначення ступеня завантаженості й часу верстатів даного типорозміру користуються коефіцієнтом завантаження устаткування. Цей коефіцієнт визначається відношенням розрахункового числа верстатів до прийнятого:
![]()
Середній коефіцієнт завантаження устаткування по ділянці, відділенні або цеху:
![]()
Середні значення коефіцієнта завантаження устаткування по цехові ухвалюються: для одиничного й дрібносерійного виробництва: 0,8 – 0,85 і вище; для серійного виробництва – не нижче 0,75 – 0,85. Якщо по окремих типах верстатів коефіцієнт завантаження виходить більш низьким, то його необхідно довантажити або зовсім розвантажити, переносячи роботи на інші верстати. Приклад побудови графіка завантаження устаткування наведено на рис. 2.
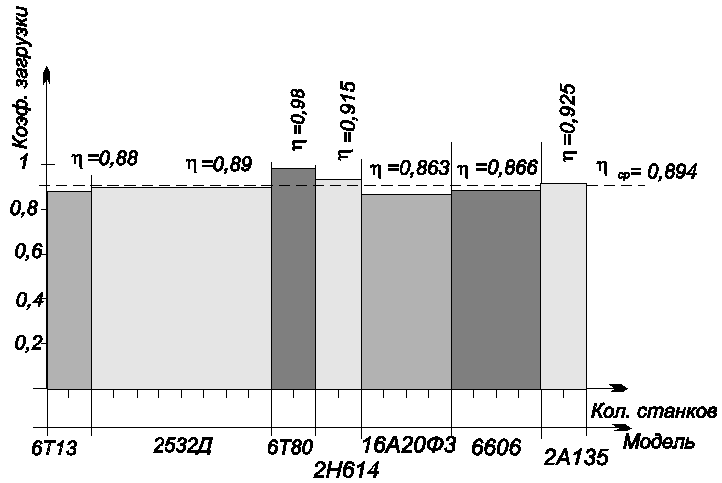 Рис.
2 Приклад побудови графіка завантаження
обладнання.
Рис.
2 Приклад побудови графіка завантаження
обладнання.
![]()
Він характеризує використання верстата безпосередньо для машинної роботи, тобто для зняття стружки (обробки деталі).
Середній коефіцієнт використання за основним часом:
![]()
Чим
менше Твсп,
Тобсл,
Тотд
і Тпз,
тим краще верстат використовується за
основним часом. У серійнім виробництві
![]() .
.
Графік для коефіцієнта використання верстата за основним часом будується аналогічно графіку коефіцієнта завантаження.