

Глава 5 силы резания
В процессе резания на лезвие инструмента действуют силы сопротивления перемещению его по траектории относительного рабочего движения. Деформирование и срезание с заготовки слоя металла происходит под действием внешней силы Р, приложенной со стороны инструмента к обрабатываемой заготовке. Направление вектора силы совпадает с вектором скорости резания v.
ИСТОЧНИКИ ВОЗНИКНОВЕНИЯ СИЛЫ РЕЗАНИЯ. Источниками препятствий рабочему движению лезвий являются: а) сопротивление обрабатываемых материалов пластической деформации стружкообразования; б) сопротивление пластически деформированных металлов разрушению в местах возникновения новых поверхностей; в) сопротивление срезаемой стружки дополнительной деформации изгиба и ломанию; г) силы трения на лезвии и других трущихся поверхностях рабочей части инструмента. Силу резания принято обозначать буквой Р латинского алфавита и выражать в ньютонах (Н) или килоньютонах (кН). Результирующая этих сил называется силой резания.
Силы сопротивления рабочему движению лезвия не стабильны: их значения могут колебаться на +(5...10)% от средней величины. По тем же причинам нестабильно и направление действия силы резания, которое изменяется одновременно с текущим значением силы резания. Периодические изменения (колебания) силы резания могут привести к нежелательным вибрациям.
РАСПРЕДЕЛЕНИЕ ДАВЛЕНИЯ НА ПОВЕРХНОСТЯХ ЛЕЗВИЯ. Взаимодействие режущего инструмента с обрабатываемым материалом осуществляется через контактные площадки, расположенные на передней и задней поверхностях лезвия. Обрабатываемый материал, оказывая сопротивление рабочему движению инструмента, воздействует на контактные площадки неравномерно распределенной нагрузкой р. Закон распределения давления но передней поверхности показан на рис.5.1 (точка 1). По мере удаления от нее давление р убывает, и в точке 2, в которой прекращается контакт сбегающей стружки с лезвием, давление р = 0. Ширина 1 — 2 контактной площадки при обработке хрупких металлов, например чугуна, равна или ненамного больше толщины срезаемого слоя. При обработке пластичных металлов ширина контактной площадки в 1,5... 3 раза больше толщины срезаемого слоя.
На заднюю поверхность лезвия также действует неравномерно распределенная нагрузка р', максимальное значение которой наблюдается у главной задней кромки и уменьшается до нуля в месте 3 прекращения контакта задней поверхности лезвия с поверхностью резания и обработанной поверхностью на заготовке (рис. 5.1). Такие закономерности распределения давления поперек передней и задней контактных поверхностей лезвия сохраняются вдоль всей ширины срезаемого слоя b = t/sinφ, где t — глубина резания; φ — главный угол резца в плане.
Размеры контактных площадок на передней и задней поверхностях лезвия резца и неравномерный характер распределения на них нормальных сил имеют существенное значение в комплексе тех физических процессов, которые приводят к износу лезвий и потере инструментом режущих свойств.
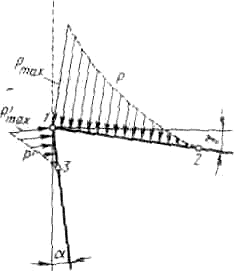
Рис 5.1 - Распределение давления на передней и задней
поверхностях лезвия резца
Вычислять значения силы резания по размерам контактных площадок на лезвии и распределенному по ним неравномерному давлению сложно и трудоемко. Эти задачи решаются более просто, если нагрузку на лезвия заменить эквивалентной по значению и направлению действия результирующей силой резания, которая может быть выражена вектором Pp.
Точка приложения силы Рр может быть условно отнесена к различным участкам режущего лезвия в зависимости от решаемой задачи. Так, если рассматривают действие силы резания Рр на резец, ее принято относить к вершине резца (рис. 5.2, а); если силу резания относят к обрабатываемой заготовке, точку ее приложения полагают лежащей на окружности наибольшего радиуса заготовки (рис. 5.2, б). Более обоснованно рассматривать результирующую силу Рр, приложенной к середине фактически режущей части кромки (рис. 5.2, в).
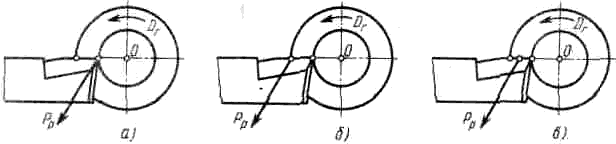
Рис. 5.2 - Приложение к главной режущей кромке резца приведенной силы резания Рр
В результате сопротивления металла деформированию возникают реактивные силы, действующие на режущий инструмент. Это силы упругого и пластического деформирования, векторы которых направлены перпендикулярно к передней и главной задней поверхностям резца (рис. 5.3 а). Наличие нормальных сил обусловливает возникновение сил трения, направленных по передней и главной задней поверхностям инструмента. Указанную систему сил приводят к равнодействующей силе резания:
Pp = Py1 + Py 2 + Рп1 + Pп2+Т1 + Т2
Для расчетов используют не равнодействующую силу резания, а ее составляющие, действующие по трем взаимно перпендикулярным направлениям — координатным осям х, у и z металлорежущего станка.

Рис.5.3 - Силы, действующие на резец (а),
и разложение силы резания на составляющие (б)
Для токарно-винторезного станка: ось х — линия центров станка, ось у — горизонтальная линия, перпендикулярная к линии центров станка, ось z — линия, перпендикулярная к плоскости хоу (рис. 5.3, б).
Вертикальная составляющая силы резания Рz действует в плоскости резания в направлении главного движения (по оси z). По силе Рz определяют крутящий момент на шпинделе станка, эффективную мощность резания, деформацию изгиба заготовки в плоскости хог , изгибающий момент, действующий на стержень резца, а также ведут динамический расчет механизмов коробки скоростей станка. Радиальная составляющая силы резания Ру действует в плоскости хоу перпендикулярно к оси заготовки. По силе Ру определяют величину упругого отжатия резца от заготовки и величину деформации изгиба заготовки в плоскости хоу. Осевая составляющая силы резания Рx действует в плоскости хоу, вдоль оси заготовки. По силе Рx рассчитывают механизм подачи станка, изгибающий момент, действующий на стержень резца .
Равнодействующая сила резания, R:
R = (Pz² + Py ² + Px² )½
На значение и соотношение между силами Pz, Py, Px влияют: геометрические параметры резца, характеристики режима резания, свойства материалов и условия обработки. Обычно наибольшей является сила Pz..
На основании большого количества экспериментальных исследований установлено влияние различных факторов на изменение сил и разработаны эмпирические расчетные формулы:
xp yp - np
Pz = Cpz t S v kpz
где Срz — коэффициент, учитывающий физико-механические свойства материала обрабатываемой заготовки;
xр , ур, np —опытные коэффициенты, учитывающие условия обработки и свойства материалов;
kpz —поправочный коэффициент, учитывающий факторы, не вошедшие в формулу (углы резца, материал резца и т. д.).
Он численно равен произведению ряда коэффициентов:
Kpz = kм kин. kφ kγ kλ kохл. kro khз kΔ ;
Где – kм –коэффициент, характеризующий влияние обрабатываемого материала;
Kин - коэффициент, характеризующий влияние материала резца;
kφ - коэффициент, характеризующий влияние главного угла в плане;
kγ - коэффициент, характеризующий влияние переднего угла;
kλ - коэффициент, характеризующий влияние угла наклона режущей кромки;
kохл - коэффициент, характеризующий влияние СОЖ;
kro - коэффициент, характеризующий влияние радиуса при вершине;
khз - коэффициент, характеризующий влияние износа резца;
kΔ - коэффициент, характеризующий влияние качества поверхности;
Все коэффициенты находятся из конкретных опытов или по справочникам режимов резания.
Аналогичные формулы существуют для определения сил Ру и Рx.
Условно считают, что для острого резца с γ = 15°, φ = 45°, λ = О при точении стали без охлаждения Pz : Px : Py = 1 : 0,45 : 0,35.
На величину сил и характер их изменения значительное влияние оказывают: свойства и структура материалов детали и инструмента, геометрические параметры и конструкция режущего инструмента, режимы резания, качество применяемых смазочно-охлаждающих веществ (СОВ) и методы их подвода к зоне резания, способ нагружения и характеристики процесса деформации, жесткость технологической системы и другие факторы.
В технической литературе по резанию металлов и технологии машиностроения под «силой резания» принято понимать вертикальную (главную) составляющую и обозначать ее буквой Р без указания индекса. Лишь в тех случаях, когда имеются в виду определенные составляющие, употребляются вышеприведенные обозначения Рz, Ру и Рx.