

4.6 Тепловые явления в процессе резания
Смазочно-охлаждающие материалы применяются главным образом для отвода тепла, возникающего при деформации и для уменьшения трения в местах соприкосновения инструмента с заготовкой или инструмента со стружкой. Благодаря одновременному действию охлаждения и смазывания уменьшается износ инструмента, что способствует улучшению качества поверхности и повышению точности обрабатываемых деталей.
С повышением температуры происходит:
Изменение размеров детали, что влияет на точность получения размеров;
Формирование внутренних напряжений и степень наклепа;
Изменение свойств обрабатываемого материала и инструмента, т.е. происходит структурно-фазовые превращения в материале и инструменте.
Знание этих закономерностей имеет большое значение для рационального конструирования и эксплуатации режущего инструмента, повышение точности и качества получаемых деталей.
При резании вся механическая энергия, затрачиваемая на деформирование, разрушение и трение переходит в тепловую, количество теплоты Q, выделяющейся в единицу времени, Дж/мин:
Q = PzV
Теплота образуется в результате упругопластического деформирования в зоне стружкообразования, трения стружки о переднюю поверхность инструмента, трения задних поверхностей инструмента о поверхность резания и обработанную поверхность заготовки (рис. 4.16).
Уравнение теплового баланса процесса резания можно представить следующим тождеством:
Q = Qд. + Qп.п. + Qз.п. = qстр. + qзаг. + qин. + qвн.ср.,
где Qд. — количество теплоты, выделяемой при упругопластической деформации обрабатываемого материала, Дж; Qп.п — количество теплоты, выделяемой при трении стружки о переднюю поверхность инструмента, Дж; Qз.п — количество теплоты, выделяемой при трении задних поверхностей инструмента о заготовку, Дж; qстр. — количество теплоты, отводимой стружкой, Дж; qзаг. — количество теплоты, отводимой заготовкой, Дж; qин. — количество теплоты, отводимой режущим инструментом, Дж; qвн.ср. — количество теплоты, отводимой в окружающую среду, Дж.
В зависимости от технологического метода и условий обработки стружкой отводится 25—85 % всей выделившейся теплоты; заготовкой 10—50 %; инструментом 2—8 %. Количественное распределение теплоты главным образом зависит от скорости резания (рис. 4.17).
Q
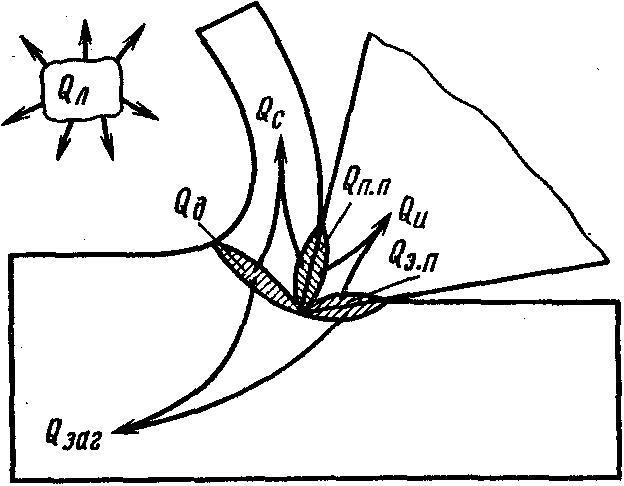

Рис. 4.16 - Источники образования Рис. 4.17- Распределение теплоты резания
и распределение теплоты в зависимости от скорости резания
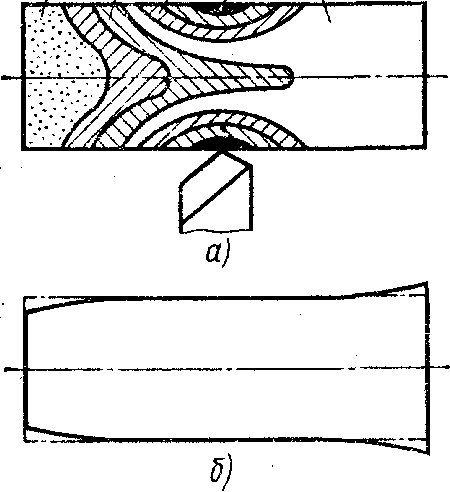
а — температурное поле заготовки; б — форма заготовки после обработки
Рис. 4.18 - Влияние нагрева на заготовку
Теплообразование отрицательно влияет на процесс резания. Нагрев инструмента до высоких температур (800—1000 ˚С) вызывает структурные превращения в металле, из которого он изготовлен, снижение твердости инструмента и потерю режущих свойств. Нагрев инструмента вызывает изменение его геометрических размеров, что влияет на точность размеров и геометрическую форму обработанных
поверхностей. Например, при обтачивании цилиндрической поверхности на токарном станке удлинение резца при повышении его температуры изменяет глубину резания, и обработанная поверхность получается конусообразной. Нагрев заготовки вызывает изменение ее геометрических размеров. Вследствие жесткого закрепления на станке заготовка деформируется. Температурные деформации инструмента, приспособления, заготовки и станка снижают качество обработки.
Погрешность формы обработанных поверхностей возрастает из-за непостоянства температурного поля по объему заготовки в процессе обработки (рис. 4.18 а), и после охлаждения обработанной заготовки возникают дополнительные погрешности обработанной поверхности (рис. 4.18, б}. Температурные погрешности следует учитывать при наладке станков. Для определения погрешностей необходимо знать температуру инструмента и заготовки или количество теплоты, переходящей в них (см. рис. 4.17).
Для уменьшения отрицательного влияния теплоты на процесс резания обработку ведут в условиях применения смазочно-охлаждающих сред. В зависимости от технологического метода обработки, физико-механических, свойств материалов обрабатываемой заготовки и режущего инструмента, а также режима резания применяют различные смазочно-охлаждающие среды.