

4.1.1 Стружкообразование при резании металлов
Резание металлов — сложный процесс взаимодействия режущего инструмента и заготовки. Характерная особенность процесса резания состоит: во-первых, в том, что лезвия режущего инструмента срезают припуск слоями, толщина поперечного сечения которых обычно меньше 1 мм (лишь на тяжелых станках толщина срезаемого слоя доходит до 2 мм); во-вторых, физико-механические свойства поверхностных слоев, которые подвергаются пластическому деформированию и превращению в стружку, отличаются от свойств материала в глубине заготовки; в-третьих, в результате деформирования и разрушения материала срезаемого слоя происходит возникновение из монолитной массы двух новых поверхностей — одной на обрабатываемой заготовке, а другой — на срезанной стружке.
Упрощенно процесс резания можно представить следующей схемой. (Рис. 4.3) В начальный момент процесса резания, когда движущийся резец под действием силы Р вдавливается в металл, преодолевая сопротивления металла на пути своего перемещения, лезвие резца пластически деформирует и сдвигает материал в сторону от передней поверхности. При дальнейшем движении резца весь пластически деформированный материал под действием сил, развиваемых движущимся резцом, может оказаться сдвинутым под углом Θ или в отдельных случаях даже полностью отделенным по плоскости граничной линии в виде окончательно сформированного элемента стружки (рис. 4.3, г). На рис.формирование первого элемента стружки завершено, но он сохраняет достаточно прочные связи с недеформированным металлом, которые и в дальнейшем могут не нарушаться. Затем процесс пластической деформации и формирование очередных элементов стружки циклически повторяется.(Рис.4.3, д - ж).
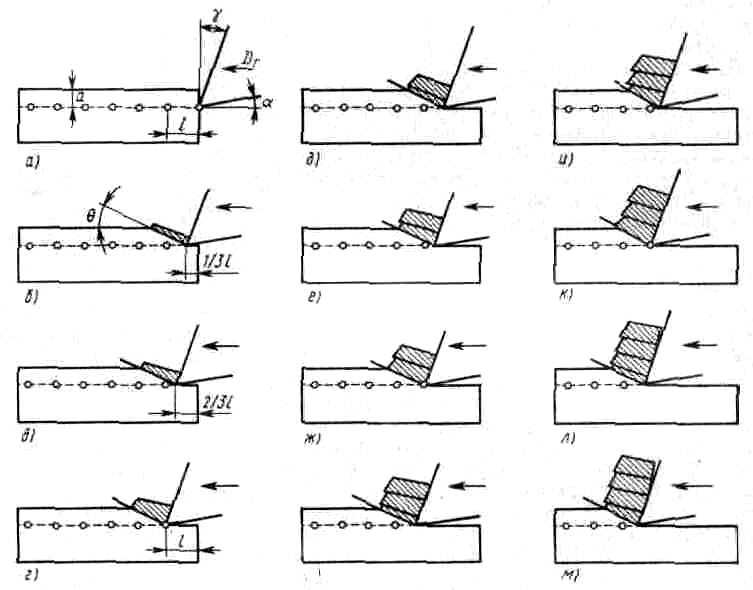
Рис. 4.3 - Схема процесса образования стружки
Так, этап, показанный на рис.4.3, д, соответствует этапу рис. 4.3, б и т. д. В результате происходит образование стружки, состоящей из достаточно прочно соединенных между собой элементов. Стружка перемещается, опираясь на переднюю поверхность. При этом на расстоянии двух-трех элементов от вершины резца она начинает завиваться и перестает соприкасаться с передней поверхностью (рис. 4.3, л, м). И так далее процесс повторяется и образуется следующий элемент стружки.
При движении резца, в срезаемом слое возникают упругие деформации, накапливаясь по абсолютной величине, переходят в пластические. В прирезцовом срезаемом слое материала заготовки возникает сложное упругонапряженное состояние.(Рис. 4.4). В плоскости, перпендикулярной к траектории движения резца, возникают нормальные напряжения бу, а в плоскости, совпадающей с траекторией движения резца, — касательные напряжения τх. В точке приложения действующей силы значение τх наибольшее. По мере удаления от точки А τх уменьшается. Нормальные напряжения бу вначале действуют как растягивающие, а затем быстро уменьшаются и, переходя через нуль, превращаются в напряжения сжатия. Срезаемый слой металла находится под действием давления резца, касательных и нормальных напряжений. Сложное упругонапряженное состояние металла приводит к пластической деформации, а рост ее — к сдвиговым деформациям, т. е. к смещению частей кристаллов относительно друг друга. Сдвиговые деформации происходят в зоне стружкообразования АВС, причем деформации начинаются по плоскости АВ и заканчиваются по плоскости АС, в которой завершается разрушение кристаллов, т. е. скалывается элементарный объем металла и образуется стружка.
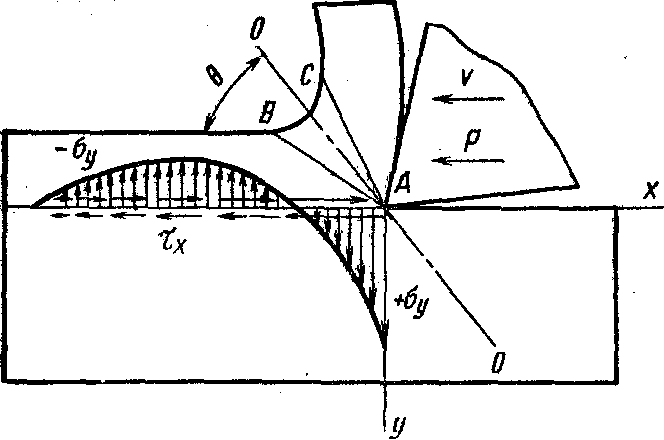
Рис.4.4 - Упругонапряженное состояние металла
при обработке резанием
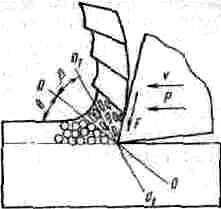
Срезанный слой металла также дополнительно деформируется вследствие трения стружки о переднюю поверхность инструмента. Структуры металла зоны АВС (рис.4.5) и стружки резко отличаются от структуры основного металла.
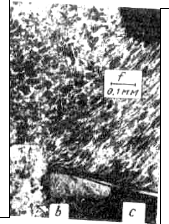
b — заготовка; с — токарный резец;
Рис. 4.5 - Структура в зоне стружкообразования при токарной обработке
Материал заготовки: Сталь45, материал режущей части — твердый сплав, скорость резания V == 100 м/мин, поперечное сечение стружки a == 2.0 мм2;
В зоне АВС расположены деформированные и разрушенные кристаллы, сильно измельченные и вытянутые в цепочки в одном, вполне определенном направлении, совпадающем в направлением плоскости OO, которая с плоскостью сдвига составляет угол Θ Характер деформирования срезаемого слоя зависит от физико-механических свойств материала обрабатываемой заготовки, геометрии инструмента, режима резания, условий обработки. В процессе резания заготовок из пластичных металлов и сталей средней твepдости превалирует пластическая деформация. У хрупких металлов пластическая деформация практически отсутствует. Поэтому при резании деталей из хрупких металлов угол Θ близок к нулю, а при резании деталей из пластичных металлов доходит до 30°, что свидетельствует о сложном внутреннем процессе деформирования кристаллов и формировании новой структуры. Знание законов пластического деформирования и явлений, сопровождающих процесс резания, позволяет повысить качество обработанных поверхностей деталей машин и их надежность.