

3.1 Классификация движений в металлорежущих станках. Схемы обработки резанием
Обработка металлов резанием — это процесс срезания режущим инструментом с поверхности заготовки слоя металла в виде стружки для получения необходимой геометрической формы, точности размеров, взаиморасположения и шероховатости поверхностей детали. Чтобы срезать с заготовки слой металла, необходимо режущему инструменту и заготовке сообщить относительные движения. Инструмент и заготовку устанавливают и закрепляют в рабочих органах станков, обеспечивающих эти относительные движения: в шпинделе, на столе, в револьверной головке. Движения рабочих органов станков подразделяют на движения резания, установочные и вспомогательные.
Движения, которые обеспечивают срезание с заготовки слоя металла или вызывают изменение состояния обработанной поверхности заготовки, называют движениями резания. К ним относят главное движение и движение подачи.
За главное принимают движение резания, определяющее скорость деформирования и отделения стружки от заготовки, за движение подачи — движение, обеспечивающее непрерывное врезание режущей кромки инструмента в материал заготовки при их относительном перемещении. Эти движения могут быть непрерывными или прерывистыми, а по своему характеру вращательными, поступательными, возвратно-поступательными. Скорость главного движения обозначают V, величину подачи — S.
Движения, обеспечивающие взаимное положение инструмента и заготовки для срезания с нее определенного слоя материала, называют установочными.
К вспомогательным движениям относят транспортирование заготовки, закрепление заготовок и инструмента, быстрые перемещения рабочих органов станка и др.
Для любого процесса резания можно составить схему обработки. На схеме условно изображают обрабатываемую заготовку, ее установку и закрепление на станке, закрепление и положение инструмента относительно заготовки, а также движения резания (рис. 3.1).
На схемах обработки показывают характер движений резания и их технологическое назначение, используя условные обозначения. Подачи: продольная Snp, поперечная Sn, вертикальная Sg, и т.п. В процессе резания на заготовке различают обрабатываемую поверхность, обработанную поверхность и поверхность резания.
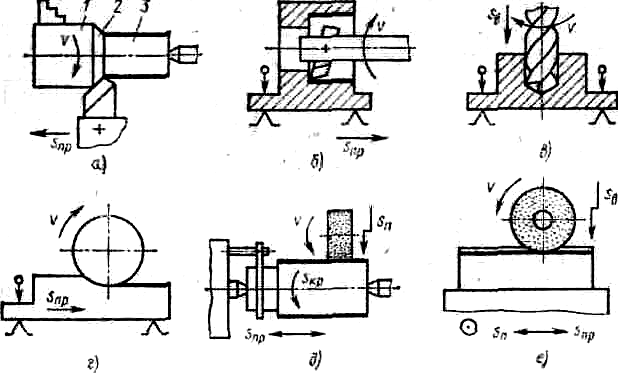

а — точением; б— растачиванием; в — сверлением; г— фрезерованием;
д — шлифованием на круглошлифовальном станке; е— шлифованием на плоскошлифовальном станке; ж- бесцентровое шлифование напроход;
з- бесцентровое шлифование врезанием;
Рис. 3.1 - Схемы обработки заготовок
Пространственную форму детали определяет сочетание различных поверхностей. Для облегчения обработки конструктор стремится использовать простые геометрические поверхности: плоские, круговые цилиндрические и конические, шаровые, торовые, геликоидные. Геометрическая поверхность представляет собой совокупность последовательных положений (следов) одной производящей линии, называемой образующей, движущейся подругой производящей линии, называемой направляющей.
Для обработки резанием инструментом с определенной и неопределенной геометрией (в соответствии с нормами ДИН 8589) представлены следующие определения.
Способы обработки со снятием стружки инструментом с определенной геометрией:
точение — это обработка с замкнутым (чаще всего кругообразным) движением резания и любым движением подачи в одной из плоскостей, перпендикулярных к направлению движения резания; ось, вокруг которой производится круговое движение резания, сохраняет свое положение относительно заготовки при различных направлениях движения подачи;
сверление — это обработка с замкнутым кругообразным движением резания, причем инструмент может совершать движение подачи только в направлении оси вращения; ось, вокруг которой производится движение резания, сохраняет свое положение относительно инструмента и заготовки независимо от направления движения подачи;
фрезерование — это обработка инструментом, которому сообщается вращательное движение резания и различные движения подачи; ось вращения движения резания сохраняет свое положение относительно инструмента независимо от направления движения подачи;
строгание и долбление — это обработка с повторяющимися, чаще прямолинейными движения резания и движением подачи в направлении, перпендикулярном направлению резания;
протягивание — это обработка многозубым инструментом с прямолинейным, винтообразным или круговым движением резания; движение подачи реализуется за счет подъема (расположения уступами) режущих зубьев инструмента;
опиливание — это обработка резанием с повторяющимся прямолинейным или круговым движением резания и малой толщиной стружки инструментом, имеющим зубья малой высоты и тесно следующих один за другим.
Для технологических способов обработки резанием инструментами с неопределенной геометрией резания действительны следующие определения:
шлифование — это обработка инструментом, имеющим множество режущих кромок, геометрическая неопределенность режущей части которых образуется большим числом зерен из природных или синтетических шлифовальных материалов; обработка проводится с высокой скоростью резания, снятие материала происходит часто при непостоянном соприкосновении между заготовкой и шлифовальным зерном;
хонингование — это обработка инструментом, имеющим много режущих кромок, геометрическая неопределенность режущей части которых образуется большим числом зерен из природных или синтетических шлифовальных материалов; снятие материала происходит при постоянном контакте между заготовкой и шлифовальным зерном;
притирка (доводка, полирование) — это обработка свободным зерном, находящимся в жидкости или пасте (притирочная смесь) перемещающимся относительно заготовки с помощью притира, форма рабочей поверхности которого обычно аналогична форме обрабатываемой поверхности, по возможно нерегулярной траектории.