

3.10 Горячее прессование
Горячее прессование плит производится в многоэтажном гидравлическом прессу поз.4-14, оборудованном симультанным механизмом для одновременного смыкания и размыкания плит. Перед прессом установлена загрузочная этажерка поз.4-102 (см. рисунок 12), после − разгрузочная этажерка 4-15. Перед загрузочной этажеркой установлено предварительное загрузочное устройство поз. 4-101 − пятиэтажная накопительная этажерка. Предварительное загрузочное устройство (ПЗУ) предназначено для приемки брикетов, поступающих от линии в тот период, когда загрузочная этажерка перемещает предыдущие брикеты в пресс, и для подачи брикетов далее на загрузочную этажерку, по достижении положения загрузки. Благодаря этому линию не приходится приостанавливать.
Горячий пресс оборудован системой пароудаления. Газы и пары, образующиеся в процессе прессования, посредством воздуходувки и системы трубопроводов подаются в топки сушильных барабанов, где происходит их сжигание.
Техническая характеристика ПЗУ приведена в таблице 3.23.
Таблица 3.23 – Техническая характеристика ПЗУ
|
Наименование показателей |
Величина показателей |
|
1.Количество ленточных транспортеров, шт |
5 |
|
2.Длина ленты, мм |
10960 |
|
3.Ширина ленты, мм |
1900 |
Предварительное загрузочное устройство и загрузочная этажерка состоят из отдельных ленточных транспортеров. Загрузка стружечных брикетов в предварительное загрузочное устройство производится отдельно в каждый промежуток (этаж) при совмещении ленточного транспортера ПЗУ по высоте с уровнем промежуточного ленточного транспортера поз.4-09 и одинаковых скоростях движения лент.
После заполнения ПЗУ брикетами производится загрузка их одновременно в промежутки загрузочной этажерки. Для этого загрузочная этажерка устанавливается автоматически свободными промежутками против промежутков ПЗУ так, что ленточные транспортеры загрузочной этажерки совмещаются по высоте с ленточными транспортерами загрузочного устройства. При движущихся транспортерах стружечные брикеты с ПЗУ передаются в загрузочную этажерку.
Последовательность загрузки промежутков ПЗУ и загрузочной этажерки (ЗЭ) производится согласно таблице 3.24.
Таблица 3.24 – Последовательность заполнения ПЗУ и ЗЭ
|
Операция |
Загрузка промежутков ПЗУ |
Загрузка промежутков загрузочной этажерки |
|
1 2 3 4 |
1-3-5-4-2 1-3-5-4-2 1-3-5-4-2 1-3-4-2 |
с 15 по 19 с 10 по 14 с 5 по 9 с 1 по 4 |
Техническая характеристика загрузочной этажерки приведена в таблице 3.25
Таблица 3.25 – Техническая характеристика ЗЭ
|
Наименование показателей |
Величина показателей |
|
1.Количество промежутков, шт |
19 |
|
2.Скорость подъема этажерки, мм/с |
100 |
|
3.Скорость опускания, мм/с |
150 |
|
4.Время входа этажерки в пресс, с |
20±1 |
|
5.Время выхода этажерки из пресса, с |
20±1 |
Загрузка стружечных брикетов в горячий пресс производится одновременно во все промежутки (этажи) с выгрузкой ранее спрессованных плит из пресса в разгрузочную этажерку.
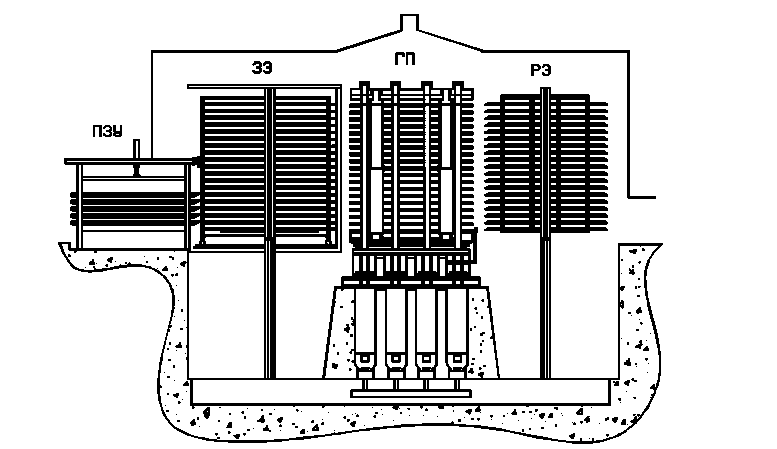
ПЗУ - предварительное загрузочное устройство; ЗЭ – загрузочная этажерка; ГП – горячий пресс; РЭ – разгрузочная этажерка.
Рисунок 3.12 – Участок горячего прессования
После заполнения всех этажей стружечными брикетами загрузочная этажерка движется вперед. Ленточные транспортеры входят в рабочие промежутки пресса, находящегося в разомкнутом состоянии, и передней кромкой выталкивают спрессованные плиты на полки разгрузочной этажерки. Привод ленточных транспортеров загрузочной этажерки в это время отключен.
При обратном движении (движение возврата) загрузочной этажерки включаются привода всех ленточных транспортеров, причем направление движения ленточных транспортеров противоположно направлению движения разгрузочной этажерки. Так как скорости ленточных транспортеров и обратного движения этажерки одинаковы, то стружечные брикеты сходят с ленточных транспортеров этажерки и укладываются на горячие плиты пресса.
Техническая характеристика горячего пресса приведена в таблице 3.26.
Продолжительность цикла прессования зависит от толщины прессуемых плит постоянная времени прессования равна 0,385 минуты на 1 мм толщины прессуемых плит.
Для получения одинаковой толщины древесностружечных плит плиты пресса оборудуются дистанционными планками. Дистанционные планки изготавливаются из специального алюминиевого сплава толщиной равной толщине прессуемых плит с припуском на шлифование и шириной 45мм. Точность изготовления планок по толщине 0,05мм.
Таблица 3.26 – Техническая характеристика работы горячего пресса R-R 2600
|
Наименование показателей |
Величина показателей |
|
1.Рабочее давление прессования (манометрическое), кг/см2 |
210-240 |
|
2.Количество промежутков |
19 |
|
3.Расстояние между плитами пресса, мм |
168 |
|
4.Размер обогреваемых плит, мм |
5700×2100 |
|
5.Толщина обогреваемых плит, мм |
140 |
|
6.Количество цилиндров, шт. |
8 |
|
7.Диаметр рабочих цилиндров, мм |
440 |
|
8.Продолжительность загрузки стружечных брикетов с одновременной выгрузкой древесностружечных плит, сек |
40±2 |
|
9.Продолжительность смыкания плит и достижение Рмах, с |
12±3 |
|
10.Продолжительность прессования для плит толщиной 16мм, мин |
6,75-8,12 |
|
11.Рабочая температура прессования, 0С |
165-180 |
Дистанционные планки закрепляются по краям вдоль продольных кромок обогреваемых плит пресса.
Спрессованные древесностружечные плиты выталкиваются на полки разгрузочной этажерки. Техническая характеристика разгрузочной этажерки (РЭ) приведена в таблице 3.27.
Таблица 3.27– Техническая характеристика РЭ
|
Наименование показателей |
Величина показателей |
|
1.Количество промежутков, шт |
19 |
|
2.Скорость подъема, мм/сек |
200 |
|
3.Скорость опускания, мм/сек |
150 |
|
4.Длина хода толкателя, мм |
1200 |
|
5.Время заполнения этажерки плитами, с |
20 |
Спрессованные древесностружечные плиты выгружающим устройством (толкателем и парой роликов) из рагрузочной этажерки поз. 4-15 поштучно выдаются на рольганг поз.5-01, и далее кулачковым цепным транспортером поз.5-02 передаются на роликовый транспортер поз.5-03. Транспортером поз.5-03 плиты транспортируются и передаются на конвейер камеры охлаждения поз.5-04.