

3 Технология древесностружечных плит
Предприятие ОАО ”Речицадрев„ работает как на своей, так и на привозной смоле. Смола карбамидоформальдегидная марки «КФ-МТ-15» – негорючая, невзрывоопасная, водная суспензия белого или светло-желтого цвета без механических примесей, – продукт поликонденсации карбамида или раствора (плава) карбамида и формальдегида. Применяется как связующее в производстве древесностружечных плит (ДСП), древесноволокнистых плит (ДВП), фанеры, предназначенных для производства мебели и других целей.
Технологический процесс производства плит включает следующие основные последовательно выполняемые операции (см. приложение ):
Доставка, выгрузка, укладка и хранение сырья и материалов;
Изготовление щепы, ее сортировка, складирование и хранение;
Изготовление стружки;
Обработка стружки водным раствором карбамида;
Сушка стружки;
Сортировка и доизмельчение стружки;
Приготовление связующего наружного и внутреннего слоя;
Смешивание стружки со связующим;
Формирование стружечного ковра;
Предварительное прессование и раскрой стружечного ковра на брикеты;
Горячее прессование;
Кондиционирование древесностружечных плит;
Форматная обрезка;
Шлифование древесностружечных плит;
Сортировка плит;
Складирование и хранение;
Погрузка плит в железнодорожный и автомобильный транспорт.
Доставка, выгрузка, укладка и хранение сырья рассмотрены во втором разделе.
3.1 Изготовление щепы, ее сортировка, складирование и хранение
Измельчение круглых лесоматериалов и кусковых отходов лесопиления в щепу производится в дисковой рубительной машине «Rauma 8-3000» (рисунок3.1) рубительного отделения завода ДСП (Приложение ).
Круглые лесоматериалы подаются на пучкораспускной транспортер-разобщитель поз.1-01 пачкой, где раскатываются по одному бревну и по разгрузочному спуску поступают на ленточный транспортер поз.1-02, которым транспортируются в рубительную машину. Этим ленточным транспортером подаются короткомерные бревна и карандаши от фанерного производства со стола коротья.
Обнаружение металла в бревне или на ленточном транспортере, осуществляется металлоискателем поз.1-03, установленным под ленточным транспортером, который останавливает транспортер и подает звуковой сигнал. Снятие с транспортера бревен содержащих металл производится гидравлическим краном-манипулятором «Фискарс» поз.1-05 , установленным около металлоискателя. Необходим постоянный контроль состояния металлоискателя. Неисправность металлоискателя может повлечь попадание в рубительную машину металлических предметов и тем самым повредить режущий инструмент или вывести машину из строя.
Вырезка участков бревен, содержащих металл, производится бензопилой или другим механизированным режущим инструментом, а подача остатков бревен на ленточный транспортер − гидравлическим краном-манипулятором.
Загрузка бревен в рубительную машину должна производиться равномерно, не перегружая загрузочную воронку и не давая диску машины снижать обороты.
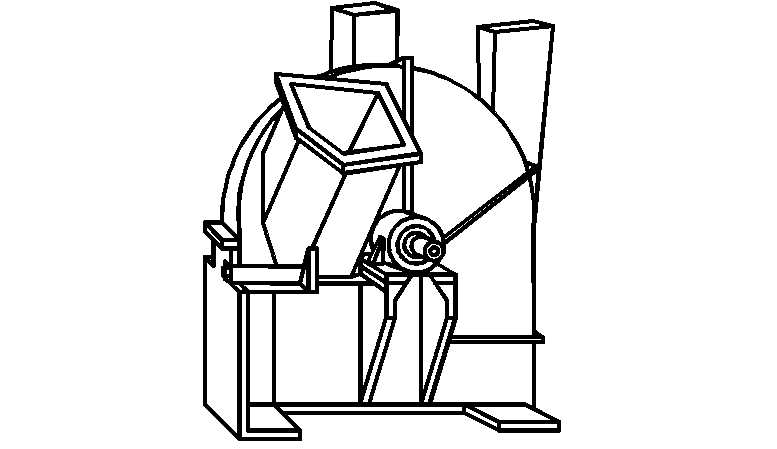
Рисунок 3.1– Дисковая рубительная машина
Техническая характеристика и режим работы рубительной машины приведены в таблице 3.1.
Таблица 3.1– Характеристика рубительной машины «Rauma 8-3000»
|
Наименование параметров |
Величина параметров |
|
Производительность, скл.м3 лесосырья / час |
200 |
|
Мощность приводного электродвигателя, кВт |
1000 |
|
Диаметр ножевого диска, мм |
3000 |
|
Частота вращения диска, мин-1 |
300 |
|
Число ножей диска, шт |
8 |
|
Размер ножа, мм |
817×147×12.7 |
|
Угол заострения, |
340±30I |
Продолжение таблицы 3.1
|
Зазор между ножом и контрножом, мм |
0,5-0,8 |
|
Выставка ножей над плоскостью ножевого диска, мм |
30* |
|
Время непрерывной работы ножа до заточки, ч. не более |
8 |
|
Размеры перерабатываемых лесоматериалов, мах −длина, м −диаметр, см |
до 6 до 60 |
|
Размер контрножа, мм |
1002×130×160 |
*При переработке мерзлой древесины выставка ножей над плоскостью ножевого диска увеличивается на 1 мм.
Щепа из рубительной машины пневмотранспортом подается в циклон поз.1-09 и далее на шнековый транспортер поз.1-12. Шнек с двумя разгрузочными отверстиями подает щепу на подвесную гирационную сортировку щепы поз.1-13. Гирационная сортировка изображена на рисунке 3.2).

Рисунок 3.2 – Сортировка щепы SGS-600
Техническая характеристика сортировки щепы SGS-600 типа «Allgaier» приведена в таблице 3.2.
Таблица 3.2– Техническая характеристика сортировки щепы SGS-600
-
Наименование параметров
Величина параметров
1.Производительность, сып. м3/час
500
2.Число сит, шт.
2
3.Размер ячеек сит, мм
верхнего
нижнего
50×50
Ø5 или Ø6
Сортировка щепы производится на три фракции: крупную, которая ленточным транспортером поз.1-14 возвращается в рубительную машину на дополнительное измельчение; мелкую − пневмотранспортной установкой поз.1-22 направляется в бункер отсева поз.1-21 и среднюю (кондиционную) − используется в производстве древесностружечных плит. Мелкая фракция, по мере ее накопления, автосамосвалами транспортируется в котельную для использования в качестве топлива при выработке теплоэнергии или может быть реализована сторонним организациям.
Кондиционная щепа, идущая на производство плит, должна соответствовать требованиям ГОСТ 15815, указанным в таблице 3.3.
Таблица 3.3 – Требования к кондиционной щепе, используемой в производстве ДСП
|
Наименование сырья |
Линейные размеры*, мм |
Массовая доля коры, % не более |
Массовая доля гнили, % не более |
Массовая доля минеральных примесей, % не более |
Массовая доля остатков на ситах, % с отверстиями диаметром: | ||
|
30 мм не более |
20;10;5 мм не менее |
поддон не более | |||||
|
технологическая щепа ГОСТ 15815 |
длина 10-60 толщина - не более30 |
15 |
5 |
0,5 |
5 |
85 |
10 |
Примечание.* Ширина щепы не регламентируется
Обугленные частицы и металлические включения – не допускаются.
Минеральные примеси оказывают негативное влияние на процесс производства плит: снижается производительность режущего инструмента, увеличивается износ оборудования.
Контроль за размерами щепы и наличием мелкой фракции необходимо производить постоянно. Место снятия проб щепы − под циклоном рубительной машины. Замену ножей ножевого диска необходимо производить через каждые 8 часов работы машины, замена контрножа − через 3 месяца работы. Качество щепы контролируется методом лабораторных анализов с ведением журнала. Замена ножей диска рубительной машины контролируется по записям в журнале оператора рубительной машины. Угол заточки рубительных ножей фиксируется в журнале контроля угла заточки.
Кондиционная щепа от сортировки шнековым транспортером поз.1-15 при вращении «назад», передается на второй шнековый транспортер поз.1-17, а затем на лотковоленточный транспортер поз.1-19. Лотковоленточным транспортером поз.1-19 щепа транспортируется в стружечное отделение и передается на ленточный конвейер поз.1-20, а затем поочередно распределяется в два бункера щепы поз. 2-01/1 и 2-01/2. Для заполнения бункера щепы поз. 2-101 необходимо опустить плугообразный шибер, расположенный над ленточным транспортером поз.1-19 над горловиной бункера 2-101.
При заполнении бункеров щепой, вращение шнекового транспортера поз.1-15 переключается «вперед» и щепа транспортируется в пневмоустановку (воздуходувку) поз.1-16, которой по системе пневмопроводов транспортируется на склад хранения щепы.
Щепа со склада открытого хранения бульдозером сталкивается на два разгрузочных цепных транспортера поз.1-18 и в бункер привозной щепы. Цепными транспортерами щепа передается на ленту поз.1-19. Из бункера привозной щепы при помощи шнеков поз.1-10 сырье подается на ленточный транспортер поз.1-11, на шнек поз.1-12 и на сортировку поз.1-13. При помощи шиберной заслонки щепа с ленточного транспортера поз.1-11 может подаваться на шнек поз.1-17 и далее на ленточный транспортер поз.1-19, если сортировка сырья не требуется.
Равномерная подача щепы на цепные транспортеры производится трактором (бульдозером). Не допускается накапливание щепы на цепных транспортерах по высоте более 1,5м.
В процессе подачи сырья в бункера стружечного отделения необходимо производить смешивание технологической щепы со щепой из шпона – рванины фанерного производства в соотношении 5:1. Щепа из шпона – рванины фанерного производств имеет толщину 1-2 мм и как следствие маленькую насыпную плотность и низкую сыпучесть, что отрицательно сказывается на производительности оборудования.
При работе рубительной машины на бункера стружечного отделения подача щепы из шпона – рванины со склада щепы должна производится только на один из цепных транспортеров.
Для удаления из щепы магнитных включений над лотковоленточными транспортерами поз.1-11 и поз.1-19 установлены электромагнитные сепараторы. Необходимо своевременно удалять металлические включения с поверхности электромагнита.
Хранение щепы на складе производится в насыпном виде высотой до 10м.
Максимальная емкость склада составляет 25000 насыпных куб.м. или 10000 плотных м3 щепы, что обеспечивает работу завода в течение 10-15 суток. При заполнении одной половины склада щепой, со второй щепа должна подаваться на переработку в стружку.
Продолжительность хранения щепы на складе допускается: в теплое время года (апрель-сентябрь) – до 1 месяца, в холодное время года (октябрь-март) – до 3 месяцев.