

77.Допуски калибров. Расчет исполнительных калибров. Схемы расположения их полей допусков.
Расчет исполнительных размеров калибров
Предельные отклонения и допуски гладких рабочих и контрольных калибров нормированы стандартом ГОСТ 24853-81 (см. Приложение 2). В контрольной работе приведены задачи на расчет калибров для размеров деталей диаметром от 5 до 250 мкм и квалитетов от IТ6 до IТ10.
Дана соответствующая посадка диаметрального соединения, требуется рассчитать предельные и исполнительные размеры калибров для отверстия и вала, построить схемы расположения полей допусков деталей и калибров к ним, вычертить эскиз калибр-пробки и калибр-скобы, проставить исполнительные размеры их проходных и непроходных частей.
ПОРЯДОК РЕШЕНИЯ
1. Определим по таблицам стандарта ГОСТ 25347-82 ([22], ч.1, с 78- 131) предельные отклонения отверстия и вала построим схему расположения их полей допусков (рис. 2.1).
2. Определим по таблицам ГОСТ 24853-81 (см. Приложение 2) отклонения середины полей допусков на изготовление проходных калибров Z и Z1), допуски на изготовление калибров Н и Н1, а также допустимый выход размера изношенного проходного калибра за границу поля допуска изделия Y и Y1 (символы без индексов относятся к калибру для отверстия, а символы с «1» - к калибру для вала.
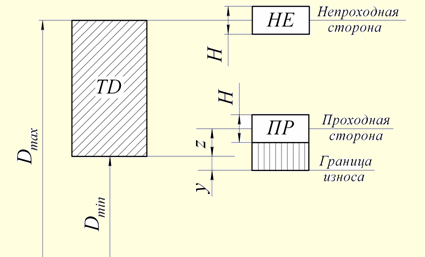
3. Построим схему расположения полей допусков калибров для вала и для отверстия, принимая за номинальные размеры:
проходного калибра для отверстия - наименьший предельный размер отверстия D min;
непроходного калибра для отверстия - наибольший предельный размер отверстия D max;
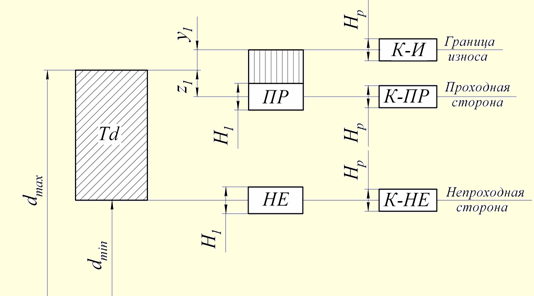
проходного калибра для вала - наибольший предельный размер вала d max ;
непроходного калибра для вала - наименьший предельный размер вала dmin.
4. Определим предельные размеры калибров и размеры проходных калибров после полного износа.
Для калибра-пробки:
а) размеры проходной части калибра:
ПР max= D min + Z + H/2;
ПР min = Dmin + Z - H/2;
ПР изн= D min – Y.
б) размеры непроходной части калибра:
НЕ max = D max + H/2;
НЕ min = D max - H/2.
Для калибра-скобы:
а) размеры проходной часта калибра:
ПР max= d max - Z + H1/2;
ПР min = d max - Z – H1/2;
ПР изн= d max – Y1.
б) размеры непроходной части калибра:
НЕ max = d min + H1/2;
НЕ min = d min - H1/2.
5. Определим исполнительные размеры калибров (предельные размеры, по которым изготавливают новые калибры, а также осуществляют контроль износа калибров в эксплуатации).
Исполнительный размер калибра должен иметь допуск в виде одного отклонения, направленного в металл (в тело калибра).
Для калибра-пробки исполнительными размерами будут:
для проходной части - (ПРmax) – Н ;
для непроходной части - (НЕmax) - Н .
Для калибра-скобы исполнительными размерами будут:
для проходной части – (ПР min) +Н ;
для непроходной части - (НЕ min) +Н .
 Схема
полей допусков пробок представлена на
рисунке1, а схема полей допусков скоб
и контрольных калибров на рисунке 2.
Схема
полей допусков пробок представлена на
рисунке1, а схема полей допусков скоб
и контрольных калибров на рисунке 2.
Допуски на изготовление, расположение и величина износа измерительных элементов устанавливаются для каждого измерительного элемента в зависимости от позиционного допуска поверхности (ее оси или плоскости симметрии) изделия, контролируемой данным измерительным элементом.
Если допуски расположения поверхностей изделия заданы не позиционными допусками, а предельными отклонениями размеров, координирующих оси (плоскости симметрии) поверхностей, или другими видами допусков расположения, то предварительно следует определить позиционный допуск контролируемой поверхности по формулам, приведенным в справочном приложении 1.
Допуски расположения измерительных элементов калибров должны назначаться независимыми.
Поля, заштрихованные вдоль, показывают расположение допусков на износ, а поля, заштрихованные наклонно,—допусков на изготовление. Как видно из фигуры, допуски на изготовление и большая часть допусков на износ у рабочих калибров-пробок лежат в плюс от номинального размера калибра, т. е. проходная сторона несколько больше, чем наименьший размер отверстия. У калибров-скоб эти допуски располагаются в минус от номинального размера, т. е. скоба несколько меньше, чем наибольший размер вала. Такое расположение допусков увеличивает долговечность калибров при наименьшем отклонении их размеров от номинальных.
Для непроходных калибров допуски на износ не устанавливаются, так как такие калибры не входят в деталь и, следовательно, изнашиваться не должны.
Номинальные размеры калибра определяют по таблицам ОСТ 1010—1015, 1022—1025, 1042—1043 и 1069; числовые же значения допусков на износ и изготовление могут быть взяты из ОСТ 1201—1220.
Несколько по ином у строится система предельных калибров для глубины и высоты детали Эта система установлена ГОСТ 2534—44. Согласно этой системе, та сторона рабочих предельных калибров, которая соответствует наибольшему предельному размеру, обозначается буквой Б (большая), соответствующая меньшему предельному размеру — буквой М (меньшая).
Поля допусков на изготовление и износ (фиг. 178) располагаются симметрично относительно предельных размеров детали. Поля, указанные буквами А-Б и А-М, изображают поля допусков калибров, применяемых в спорных случаях. Предельные отклонения всех типов калибров для длины и высоты выбираются из таблиц ГОСТ 2534—44, охватывающих допуски деталей от 4 до 9 класса точности. ГОСТ 2534 — 44 предусматривает и систему контрольных калибров или выработок, соответственно обозначаемых К-Б и К-М.
80.Расчет и выбор посадок с зазором в подшипниках скольжения. Посадку подшипника скольжения с постоянными нагрузками и скоростями выбирают по оптимальному зазору, который обеспечивает режим жидкостного трения. Определяем
величину оптимального относительного зазора,величину оптимального зазора при максимальной надежности жидкостного трения. Выбор посадки проводят по расчетному зазору Sp по ГОСТ 25347-82
Стандартную посадку выбирают такую, в которой средний зазор наиболее близкий к расчетному Sp и коэффициент относительной точности максимальный. Для выбранной посадки определяют действительный минимальный зазор с учетом шероховатости поверхностей и температурных деформаций. Определяется действительная минимальная толщина масляного пласта
Толщина масляного слоя при наименьшем зазоре должна быть большая суммы неровностей шероховатостей поверхностей подшипника и вала . Определяем коэффициент запаса надежности подшипника по толщине масляного слоя.Размер: 363 МВ