

Выбор абразивных инструментов и режимов резания для высокоэффективно
..pdfтовой связке, в отличие от других видов, могут быть изготовлены очень тонкими (десятые доли миллиметра при диаметре до 150– 200 мм). Недостатком является низкая теплостойкость (250–300 °С) и слабое закрепление зерна в связке, что объясняет более низкую износостойкость кругов в сравнении с бакелитовыми и керамическими. Инструмент на этой связке применяется для отрезных и прорезных операций, а также при бесцентровом шлифовании.
Поливинилформалевая связка – вспененный поливинилформаль. Другое название кругов на основе этой связки – поропластовые. Используются для полировальных и доводочных операций.
Эпоксидная и полиэфирная связки – состав ясен из названия.
В основном используются для изготовления камнеобрабатывающего инструмента и галтовочных тел.
Упрочняющие элементы. Для увеличения механической прочности абразивного инструмента, в основном на органических связках, используются упрочняющие элементы. Прежде всего, это металлические детали: кольца, впрессованные в обдирочные круги; металлические диски в алмазных отрезных кругах; подложки для торцешлифовальных кругов; фланцы для лепестковых кругов. В отрезных, зачистных и обдирочных кругах, работающих при рабочих скоростях 80 м/с и выше, в качестве упрочняющего элемента используются диски, вырезанные из стеклосетки. Используют стеклосетки с размером ячеек от 3 до 6 мм и толщиной нити от 0,4 до 2 мм. Наличие упрочняющей сетки указывается в маркировке круга буквой У.
Металлические связки, состоящие из металлической основы (порошки меди и алюминия, олова и др.) и наполнителя, применяют в алмазных кругах и частично в кругах из карбида кремния для электроалмазного шлифования. Металлические связки МИ и МК на медной основе имеют наполнитель – карбид кремния и электрокорунд; связка М5 с основой из алюминия и меди; связка М1 с основой из меди и олова. Необходимо отметить, что металлические связки прочнее удерживают зерна и обеспечивают более эффективное использование режущих свойств алмазов, чем органические связки.
Количество и свойства связующих компонентов абразивного инструментанапрямуювлияютна ещеодинважный параметр– твердость.
81
2.2.6. Твердость абразивного инструмента
Под твердостью абразивного инструмента понимается сопротивляемость связки вырыванию абразивных зерен под действием внешних сил. В России установлено 7 классов твердости инструмента: мягкий (М1, М2, М3); среднемягкий (СМ1, СМ2); средний (С1, С2); среднетвердый (СТ1, СТ2); твердый (Т1, Т2); весьма твердый (ВТ1, ВТ2); чрезвычайно твердый (ЧТ1, ЧТ2, (М, СМ, С, СТ, Т, ВТ, ЧТ). При выборе твердости абразивных инструментов учитывают физико-механические свойства обрабатываемого материала, требования к точности и качеству поверхности.
Понятие твердости абразивных инструментов по смыслу не совпадает с аналогичным понятием, определяющим свойства металла и других твердых тел. Твердость абразивного инструмента характеризует прочность удержания зерна в связке круга. Поэтому из зерен самого твердого абразивного материала можно изготовить мягкие абразивные инструменты и, наоборот, из абразивного материала малой твердости можно изготовить твердые инструменты. Мягкими абразивными инструментами в отличие от твердых называют такие, из которых абразивные зерна легко выкрашиваются.
Получение абразивных инструментов требуемой твердости достигается соответствующей технологией их изготовления, устанавливающей соотношение шлифзерна и связки, давлением при прессовании, температурой и длительностью термической обработки или другими факторами.
Методы контроля твердости. В начале XX века для характе-
ристики твердости использовали шкалу Мооса, в которой все абразивы расположены по возрастанию твердости (последующий царапает поверхность предыдущих) без количественной оценки величины. В настоящее время основной метод проверки твердости абразивного инструмента – пескоструйный, с использованием соответствующего прибора, действие которого основано на разрушении поверхности абразивного инструмента струей кварцевого песка. Показателем степени твердости при этом методе является глубина лунки на поверхности абразивного инструмента. Метод относительный, но в боль-
82

шинстве случаев удовлетворяет требования потребителей. Метод распространяется на абразивные инструменты на связках V и В зернистостью Р36–Р220 по ГОСТ Р 52381 и М63–М5 по ГОСТ 3647. Метод не распространяется на шлифовальные бруски зернистостью Р100–Р220 и М63–М5, шлифовальные круги с упрочняющими элементами, а также на шлифовальные круги высотой менее 6 мм и зернистостью Р100–Р220 и М63–М5.
С 2006 года действует новый ГОСТ Р 52587 на обозначение твердости кругов, который соответствует международным стандартам. Ориентировочное соотношение обозначений твердости приведено в табл. 7. Для мелкозернистого абразивного инструмента используется другой метод вдавливания шарика, с применением прибора Роквелла.
Таблица 7
Соответствие обозначений твердости по новому стандарту и ГОСТ 18118, ГОСТ 19202, ГОСТ 21323
Обозначение твердости |
Обозначение твердости |
||
по ГОСТ Р 52587– |
по ГОСТ 18118, |
по ГОСТ Р 52587– |
по ГОСТ 18118, |
2006 |
ГОСТ 19202, |
2006 |
ГОСТ 19202, |
|
ГОСТ 21323 |
|
ГОСТ 21323 |
F |
ВМ1 |
N |
С2 |
G |
ВМ2 |
О |
СТ1 |
Н |
М1 |
Р |
СТ2 |
I |
М2 |
Q |
СТ3 |
J |
М3 |
R |
Т1 |
К |
СМ1 |
S |
Т2 |
L |
СМ2 |
Т, U |
ВТ |
М |
С1 |
У,W,Х,У,Z |
ЧТ |
В настоящее время широко используется еще один звуковой метод определения твердости при помощи акустических приборов типа «Звук», ГОСТ 25961–83 (рис. 44). При ударе молотком по периферии круга возникают звуковые колебания. Прибор определяет скорость распространения звуковой волны. Показателем твердости является цифровое значение, именуемое «звуковой индекс» (ЗИ), которое примерно соответствует определенной при испытании скорости распро-
83
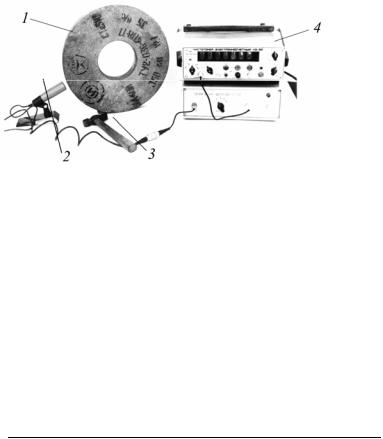
Рис. 44. Схема измерения твердости акустическим методом: 1 – шлифовальный круг; 2 – микрофон; 3 – молоток;
4 – измеритель частот собственных колебаний круга «Звук 220»
странения звуковой волны (табл. 8, 9). Значение звукового индекса зависит от физических параметров круга и может быть приведено к ранее указанным показателям твердости. Однако, по крайней мере для армированного отрезного инструмента, акустический метод имеет недостаточную корреляцию с пескоструйным, но стандарты приняты, и производители обязаны маркировать целый ряд продукции (например, отрезные круги) в соответствии с требованиями стандартов.
Таблица 8 Значения ЗИ абразивных инструментов на керамической связке
Степень |
Значение ЗИ абразивных инструментов |
|
|||
твердости |
из белого, нормаль- |
из зеленого |
из белого, нормального, |
||
|
ного и легирован- |
карбида крем- |
легированного электрокорундов |
||
|
ного электрокорун- |
ния зернисто- |
и зеленого карбида кремния |
||
|
да зернистостью |
стью свыше 6 |
зернистостями |
||
|
свыше 6 |
|
6-М40 |
|
менее М40 |
1 |
2 |
3 |
4 |
|
5 |
М1 |
35; 37 |
– |
33; 35 |
|
33; 35 |
М2 |
39; 41 |
47; 49 |
37; 39 |
|
35; 37 |
М3 |
41; 43 |
51; 53 |
41; 43 |
|
39; 41 |
СМ1 |
45; 47 |
55 |
43; 45 |
|
41; 43 |
СМ2 |
49 |
57 |
45; 47 |
|
43; 45 |
С1 |
51 |
59 |
49 |
|
45; 47 |
С2 |
53 |
59 |
49; 51 |
|
47; 49 |
84
Окончание табл. 8
1 |
2 |
3 |
4 |
5 |
СТ1 |
55 |
61 |
51; 53 |
49 |
СТ2 |
57 |
61 |
53 |
51 |
СТ3 |
59 |
63 |
55 |
53 |
Т1 |
61 |
63 |
55; 57 |
– |
Т2 |
61 |
– |
57 |
– |
ВТ |
63 |
– |
– |
– |
Таблица 9
Значения ЗИ кругов на бакелитовой и вулканитовой связке из электрокорундовых материалов
Связка |
Степень твердости |
Звуковой индекс |
Бакелитовая |
С1 |
31 |
|
С2 |
33 |
|
СТ1 |
35 |
|
СТ2 |
35 |
|
СТ3 |
37 |
|
Т1 |
37 |
|
Т2 |
39 |
|
ВТ |
39 |
|
ЧТ |
41 |
Вулканитовая |
СМ |
19; 21 |
|
С |
23; 25 |
|
СТ |
27; 29; 31 |
|
Т |
33; 35 |
2.2.7. Структура абразивных инструментов
Под структурой принято понимать соотношение шлифматериала, связки и пор в абразивном инструменте. Структура абразивного инструмента характеризуется содержанием абразивного материала в единице егообъема, выраженнымвпроцентах: Vз + Vс + Vп = 100 %, гдеVз – объем зерна; Vс – объем связки; Vп – объем пор. Определяющим параметром структуры является объем Vз. С увеличением на один номер структуры объем зерен уменьшается на 2 %, расстояние между зернами и размер отдельных пор увеличиваются, однако при сохранении одинаковой твердости инструмента объем связки также увеличивается на 2 %, при этом объем пор остается неизменным. Таким образом, абразивные инструменты, имеющие одинаковые зернистость и твердость, но разные структуры,
85

различаются между собой по степени сближения абразивных зерен. Структуру, обозначенную № 1–4, принято называть закрытой (плотной), №4–8 – средней, №9–16 – открытой. Чембольшеномерструктуры, тем больше расстояние между зернами, т. е. структура более открытая. При расчете рецептур показатель структуры жестко связывают с объемным содержанием зерна в абразивном инструменте: 60 % зерна – 0-я структура; 58 % зерна – 1-я структура; 56 % зерна – 2-я структура; 54 % зерна – 3-я структура; 52 % зерна – 4-я структура; 50 % зерна – 5-я структура; 48 % зерна – 6-я структура; 46 % зерна – 7-я структура; 44 % зерна – 8-я структура; 42 % зерна – 9-я структура; 40 % зерна – 10-я структура; 38 % зерна– 11-яструктура; 36 % зерна– 12-яструктура.
Концентрация алмазного порошка в алмазоносном слое. Вы-
бор структуры абразивного инструмента зависит от его назначения, свойств обрабатываемого материала и других условий. Под структурой алмазов понимают концентрацию, или содержание алмазных зерен в единице объема алмазоносного слоя. За 100%-ю концентрацию алмазов принято содержание 0,878 мг алмазных зерен в 1 мм3 (или 4,39 карата в 1 см3) алмазоносного слоя. Алмазные инструменты изготавливают с концентрацией алмазов 25, 50, 100, 150 %.
У круговизэльбораконцентрация показывает количество эльбора в 1 см3 эльборосодержащего слоя. Концентрация алмазного порошка – весовое содержание алмазов в единице объема алмазоносного слоя. Единицей веса алмаза является карат (кар), 1 кар = 0,2 г. Относительная концентрация алмаза является одной из важнейших характеристик шлифовального инструмента, определяющих его режущую способность, производительность, срок службы, стоимость(рис. 45).
Рис. 45. Расположение частиц алмазного порошка в абразивном слое круга при низкой (а) и высокой (б) концентрации
86

2.2.8. Типы шлифовальных кругов
Существует целый ряд видов абразивного инструмента, среди которых наиболее многочисленным является абразивный инструмент фиксированной геометрической формы (далее – абразивный инструмент). Для его классификации необходимо рассмотреть ряд параметров, среди которых основным является тип абразивного круга. Для выполнения определенных шлифовальных операций применяются шлифовальные круги различных типов. Ранее, по стандартам СССР, типы абразивного инструмента принято было обозначать заглавными буквами, несущими определенную смысловую нагрузку, например: ПП – прямой профиль; ПВ – плоские с выточкой; К – кольца и т.д. В настоящее время обозначение типов абразивного инструмента приведено в соответствие международному стандарту ИСО. В ГОСТы внесены изменения, и типы кругов обозначаются цифрами. Однако, учитывая сложившиеся стереотипы и пожелания потребителей, цифровое и буквенное обозначение сохранено.
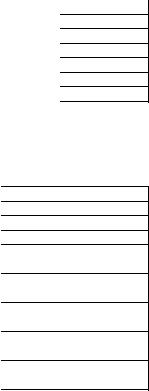
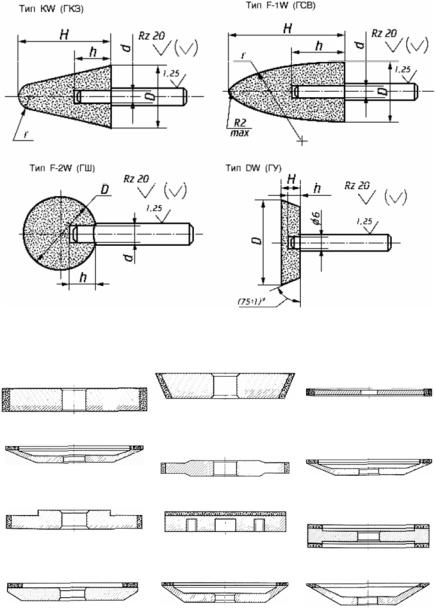
ГОСТ 2424–83 регламентирует выпуск 14 профилей шлифовальных кругов диаметром 3–1600 мм, толщиной 6–250 мм. Наиболее характерные типовые формы шлифовальных кругов приведены на рис. 46. Широкое применение находят и шлифовальные абразивные головки, типовые формы которых представлены на рис. 47. Основные типы алмазных и эльборовых кругов приведены на рис. 48.
Какими буквами обозначаются формы сечения алмазоносного слоя шлифкругов, указано на рис. 49.
Рис. 46. Основные типы абразивных кругов (см. также на с. 88)
87
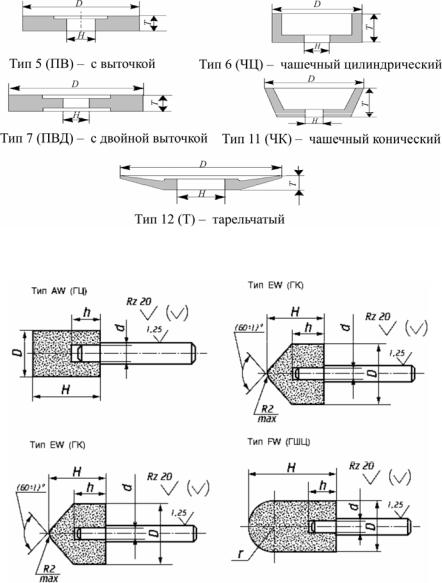
Рис. 46. Окончание
Рис. 47. Основные типы абразивных шлифовальных головок (см. также на с. 89)
88
|
Рис. 47. Окончание |
|
|
|
|
1А1 |
1 VI специальные |
1А1R |
прямого профиля |
|
отрезные |
|
|
|
12А2-20° |
14А1 |
12А2-20 |
тарельчатые конические |
плоские |
специальные тарельчатые |
|
прямого профиля |
конические |
|
|
|
ЗА1 |
6А2Т |
9АЗ |
прямого профиля |
плоские |
плоские с двухсторонней |
|
|
выточкой |
|
|
|
4А2 |
12А2-45 |
12Н4 |
тарельчатые |
чашечные |
тарельчатые |
|
|
|
Рис. 48. Основные типы алмазных и эльборовых кругов (см. также на с. 90)
89
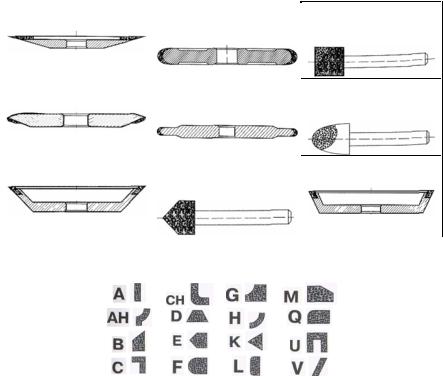
4В2 |
|
1FF1 |
|
АW |
|||
специальные тарельчатые |
|
плоские с полукругло- |
головки алмазные |
||||
|
|
|
выпуклым профилем |
цилиндрические |
|||
|
|
|
|
|
|
|
F1W |
12D9 |
|
14FF1 |
|||||
тарельчатые |
|
с полукругловыпуклым |
головки алмазные |
||||
|
|
|
профилем |
|
сводчатые |
||
|
|
|
|
|
|
|
11V9-70 |
12V9-45 специальные |
|
ЕW |
|
||||
чашечные конические |
|
головки алмазные |
чашечные конические |
||||
|
|
|
конические |
|
|
||
|
|
|
|
|
|
|
|
|
|
|
Рис. 48. Окончание |
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 49. Обозначение формы сечения алмазоносного слоя
2.2.9. Маркировка абразивного инструмента
Маркировка шлифовальных кругов необходима для удобства их эксплуатации. Характеристики шлифовального круга наносятся на его торцевую поверхность. На торцевой поверхности или этикетке абразивного инструмента должно быть четко нанесено: товарный знак предприятия-изготовителя или наименование предприятияизготовителя; условное обозначение круга; номер партии.
Пример 1: 1 300×40×127 25А F46 СМ2 7 К5ПГ 35 м/с А 1 кл.
ГОСТ 2424–83. Условное обозначение шлифовального круга типа 1 наружным диаметром 300 мм, высотой 40 мм, диаметром посадочного отверстия 127 мм, из белого электрокорунда марки 25А, зернистости
90