

6.2. Инструменты из электрокорунда и карбида кремния
6.2.1. Типы инструментов
Эти инструменты характеризуются формой, размерами, абразивным материалом и его зернистостью, связкой, твердостью и структурой.
Форма и размеры абразивных инструментов установлены государственными стандартами: ГОСТ 2424-83 (круги шлифовальные), ГОСТ 2447-82 (головки шлифовальные). ГОСТ 2464-82 (сегменты шлифовальные), ГОСТ 2456-82 (бруски шлифовальные). Основные виды шлифовальных кругов приведены в табл.6.1.
На кругах диаметром свыше 40 мм маркируют товарный знак предприятия-изготовителя, марку абразивного материала, зернистость, степень твердости, марку связки, класс точности. У кругов диаметром свыше 250 мм дополнительно указывают размеры круга (D H d), структуру, рабочую скорость, на которой может работать круг, класс неуравновешенности. Маркировку кругов диаметром до 40 мм наносят на упаковке.
Наиболее широкое применение из выпускаемых шлифовальных кругов имеют круги прямого профиля ПП. Их применяют для круглого, наружного, внутреннего, бесцентрового и плоского шлифования. При шлифовании отверстий диаметр круга выбирают в пределах 0,7 - 0,9 диаметра отверстия. Бесцентровое шлифование применяют при обработке наружных и внутренних поверхностей.
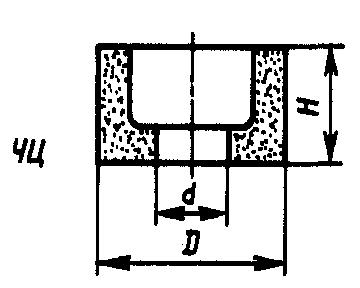
На плоскошлифовальных станках обработку ведут либо периферией, либо торцом круга. Круги формы Т применяют для заточки инструмента по передней поверхности, формы ЧЦ и ЧК - для заточки по задней поверхности, круги формы 2П - для шлифования резьбы, зубьев колес, пазов и др. Для отрезных и прорезных работ применяют круги формы Д (диски).
Шлифовальные головки (рис.6.1, а) применяют для обработки различных фасонных поверхностей штампов, пресс-форм и др. с помощью ручных бормашинок или на станках. Головки цилиндрической формы AW используют также для обработки отверстий малых диаметров.
Шлифовальные бруски (рис. 6.1, б) применяют для ручной обработки, а также хонингования и суперфиниширования. Хо-нингование является одним из наиболее производительных, точных и экономичных методов окончательной обработки, и применяют его чаще всего при обработке сквозных гладких цилиндрических отверстий диаметром от 18 до 1500 мм, реже - для обработки глухих отверстий и отверстий, снабженных пазами. Хонингование обеспечивает точность обработки до пятого-шестого квалитетов и параметр шероховатости поверхности Rа = 0,16...0,01 мкм. Обработку ведут хонинговальными головками, оснащенными абразивными брусками, на специальных станках вертикального или горизонтального типа, при вращательном и поступательном движениях.
Таблица 6.1
Основные типы и размеры абразивных кругов
на керамических и органических связках
Шлифовальный круг |
Форма круга |
Размеры, мм |
|
1 |
2 |
3 |
|
Прямого профиля |
|
D = 3...1060 H = 1...250 d = 1...305 |
|
С выточкой:
прямой
конической
двусторонней прямой двусторонней конической |
|
D = 10...600 H = 13...100 d = 3...305 |
|
|
D = 300...750 H = 50, 80 d = 127...305 = 10, 15, 20 |
||
|
D = 100...900 H = 25...250 d = 32...305 |
||
|
D = 750 H = 80 d = 305 |
||
Диски (на органической связке) |
|
D = 100...400 H = 0,6...4 d = 20...50 |
|
Чашечные цилиндрические |
|
D = 40...300 H = 25...150 d = 13...127 |
|
Чашечные конические |
|
D = 50...300 H = 25...150 d = 13...150 |
|







Продолжение табл. 6.1
1 |
2 |
3 |
Тарельчатые |
|
D = 80...350 H = 8...40 d = 13...127 |
С коническим профилем:
двусторонним
односторонним
|
|
D = 250...500 H = 10...32 d = 76...203 = 40...60 |
|
D = 63...500 H = 10...50 d = 10...203 = 10,15,18, 20,35,45 |



Суперфиниширование - доводка, осуществляемая при одновременно выполняемых колебательном движении абразивного инструмента и вращении заготовки. Применяется для обработки плоскостей, наружных и внутренних цилиндрических поверхностей и др. Для суперфиниширования применяют шлифовальные бруски зернистостью от 3 до М14, а также алмазные и эльборовые бруски. В процессе обработки бруски совершают от 500 - 600 до 2000 - 3000 дв. ход/мин с амплитудой 2 - 5 мм. Обрабатываемая заготовка при этом имеет скорость 20 - 45 м/мин, совершая 700 - 3000 ход/мин. В результате этой обработки обеспечивают параметр шероховатости до Ra = 0,16...0,01 мкм и отклонение от заданной формы не более 5 мкм.
Для обработки заготовок во вращающихся барабанах и вибрационных установках, в процессе которой удаляются заусенцы, следы коррозии, окалина, притупляются кромки и повышается качество поверхности, используют специальные абразивные тела (рис. 6.1, в), которые вместе с деталями загружают в барабан. Шлифовальные сегменты (рис. 6.1, г) применяют для образования сборных шлифовальных кругов больших размеров, работающих торцом, для обдирочной обработки. Сегменты крепят на планшайбе, которую устанавливают на шпинделе станка. Сегментные круги обеспечивают удобство подвода СОЖ, отвода отходов шлифования, уменьшают зону соприкосновения круга с заготовкой и нагрев ее в процессе шлифования. Все это позволяет повысить режимы обработки и сократить время обработки.

Рис. 6.1. Основные профили абразивных инструментов:
а - головки шлифовальные (ГОСТ 2447-82):
AW - цилиндрическая; KW - коническая с закругленной вершиной; DW - угловая; EW 60 ° - коническая; с углом конуса 60 °; F - 1W -сводчатая; F-2W - шаровая; FW - шаровая с цилиндрической боковой поверхностью; б - бруски шлифовальные (ГОСТ 2456-82): БК - квадратные; БП - плоские; БТ - трехгранные; БКр - круглые; БПкр - полукруглые; БХ -хонингованные плоские; в - абразивные тела для виброабразивной обработки;
г - сегменты шлифовальные (ГОСТ 2464-82); СП - плоские: 1С - выпукло-вогнутый; 2С - вогнуто-выпуклый; ЗС - выпукло-плоский; 4С - плоско-выпуклый; 5С - трапециевидный
Этого же добиваются, создавая у кругов прерывистую рабочую поверхность за счет пазов или отверстий (рис. 6.2).

Рис. 6.2. Круги с прерывистой рабочей поверхностью:
а - с выточками; б - с прямыми пазами; в - с наклонными
пазами; г - с кольцевыми канавками; д - с пазами на торце;
е - с отверстиями; ж - сегментные
Для обработки различных заготовок применяют абразивные материалы, зерна которых не закреплены жестко между собой. К этой категории абразивных материалов относят порошки, абразивные пасты (жидкие, мазеобразные, твердые и гидроабразивные суспензии), применяемые для доводочных работ.