

5.7. Нарезание резьбы в коррозионно-стойких
и жаропрочных сталях
Выполнение этой работы производят специальными метчиками (ГОСТ 17927-72) с вырезанными в шахматном порядке нитками на всей длине рабочей части у метчиков для сквозных отверстий и только на калибрующей части – у метчиков для глухих отверстий.
У метчиков для глухих отверстий подтачивают стружечные канавки под углом 4 на длине l (4 5)P.
При нарезании резьб в глухих отверстиях комплектом из двух метчиков рекомендуется угол заборного конуса = 13 30, для обоих метчиков. Наружный диаметр чернового метчика d равен среднему диаметру чистового метчика d2, а средний диаметр – на 0,16Р меньше среднего диаметра нарезаемой резьбы d2.
5.8. Нарезание резьбы головками
Резьбонарезание головки с убирающимися в конце рабочего хода гребенками не требуют реверсирования при обратном ходе. Существуют вращающиеся и невращающиеся головки.
Для наружной резьбы применяют винторезные головки с радиальным и тангенциальным расположением гребенок. В первом случае гребенки дисковые или призматические, во втором – только призматические.
Для внутренней резьбы применяют гайконарезные головки с призматическими или дисковыми гребенками.
5.9. Шлифование резьбы
Однониточным кругом шлифуют цилиндрическую резьбу с поперечной и осевой подачами Р (мм/об) заготовки. Ось круга наклоняют под углом подъема резьбы (рис. 5.8, а)
Многониточным кругом с кольцевыми нитками шлифуют короткие резьбы (рис. 5.8, б) с поперечной подачей (врезанием), а длинные резьбы – с осевой подачей (рис. 5.8, в). Оси круга и заготовки параллельны, что приводит к разбиванию профиля; перекрещивание осей создает погрешности формы и профиля резьбы.
Многониточные круги не применяются при шлифовании точных резьб с большим углом подъема нитки. Ширина многониточного круга на 3 – 4 шага больше длины нарезаемой резьбы.
При шлифовании коротких резьб (рис. 5.8, б) сначала производят поперечную подачу до врезания на полную глубину профиля, а затем – осевую по шагу.
Шлифование длинных и многозаходных резьб многониточным кругом с осевой подачей (рис. 5.8, в) отличается высокой производительностью.
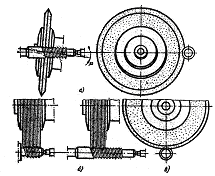
Рис. 5.8. Способы шлифования резьбы:
а- однониточным кругом; б – многониточным кругом – врезанием; в – многониточным кругом с осевой подачей
6. Абразивные инструменты
6.1. Основные положения
Абразивный инструмент широко применяют при обработке различных деталей машин, механизмов и приборов, он обеспечивает точность обработки до 1 - 4 мкм и параметр шероховатости поверхности Rа до 0,20 - 0,08 мкм. Более 21 % всего парка металлорежущих станков работает с использованием абразивного инструмента. В подшипниковой, автомобильной и моторостроительной промышленности станки для абразивной обработки составляют более 50 % общего числа станков. Абразивную обработку широко применяют в инструментальной промышленности, где все окончательные операции производят с применением абразивных инструментов.
Расширение областей применения труднообрабатываемых сталей и сплавов, повышение требований к точности изготовления и качеству поверхности деталей машин, механизмов и приборов, внедрение автоматических комплексов, в том числе гибких производственных систем и поточных линий значительно расширяет область применения абразивных инструментов.
В настоящее время в связи с применением мерных заготовок все больше переходят на их обработку непосредственно шлифованием, используя круги для скоростного и обдирочного шлифования. Абразивный инструмент - режущий инструмент, предназначенный для абразивной обработки (ГОСТ 1445-84). Абразивный инструмент имет определенную геометрическую форму. Он состоит из абразивных зерен требуемого материала и размера (зернистости), скрепленных между собой связкой, кроме того, в абразивном инструменте имеются поры (пустоты). Соотношение между количеством связки и пор определяет твердость абразивного инструмента, между количеством зерна и связки - его структуру. Твердость абразивного инструмента - свойство связки оказывать сопротивление проникновению в абразивный инструмент другого тела.
У алмазных и эльборовых абразивных инструментов пор нет, и они состоят из зерна и связки, за исключением эльборовых инструментов на керамической связке, которые различаются по твердости и у которых предусматривают получение определенного количества пор в процессе изготовления.
Абразивные инструменты работают при скоростях резания значительно больших, чем скорости резания при работе лезвийным режущим инструментом. Изменяя соотношения между различными компонентами абразивного инструмента, меняют его эксплуатационные свойства, что позволяет обрабатывать ими различные материалы (от заготовок из кожи, резины и дерева до заготовок из труднообрабатываемых закаленных сталей с высокой твердостью, из твердых сплавов и твердых неметаллических материалов).
Исходными данными при проектировании абразивных инструментов являются материал обрабатываемой заготовки, его состояние, форма, размеры, расположение обрабатываемых поверхностей, требования по точности обработки, шероховатости поверхности, вид обработки и тип станка, на котором производится обработка.