

3.5. Комбинированные инструменты
Комбинированные инструменты в основном являются специальными высокопроизводительными, а поэтому применяются главным образом в серийных и массовых производствах. Они являются важнейшим средством концентрации технических операций и используются для последовательной обработки одной поверхности детали или одновременной обработки нескольких поверхностей.
Применение комбинированных инструментов значительно сокращает количество шпинделей и в связи с этим упрощает конструкцию агрегатных станков и автоматических линий. Кроме того, при использовании комбинированных инструментов сокращается номенклатура режущего и вспомогательного инструментов, повышается производительность обработки за счет снижения машинного и вспомогательного времени, а также открываются возможности удаления значительных припусков за счет совмещения работы нескольких лезвий. Таким образом, преимущества применения комбинированных инструментов совершенно очевидны.
В настоящее время комбинированные инструменты являются в основном специальными инструментами, а поэтому они изготовляются в условиях индивидуального и мелкосерийного производства в инструментальных цехах машиностроительных заводов. Стандартизация и нормализация комбинированных инструментов, а также организация их производства на инструментальных заводах значительно расширит область их применения
Используемые комбинированные инструменты можно разделить на две основные группы:
1) комбинированные инструменты, обеспечивающие одновременную обработку одной или нескольких деталей одним методом обработки, например точением, сверлением, протягиванием и т. д.;
2) комбинированные инструменты, совмещающие одновременную обработку несколькими методами, например сверление и развертывание, сверление и нарезание резьбы и т. д.
Комбинированные инструменты можно также классифицировать:
1) по виду обрабатываемых поверхностей - для наружных и внутренних фасонных поверхностей. Для обработки первых используются комбинированные резцы, фрезы, протяжки и т. д., для обработки внутренних поверхностей или отверстий — комбинированные сверла, зенкеры, развертки и метчики, а также различные сочетания этих инструментов;
2) по типу соединяемых инструментов — одно- и разнотипные. Примером однотипных инструментов являются ступенчатые зенкеры, развертки, фрезы и т. д. Они служат для производства одного вида обработки. Наоборот, разнотипные инструменты как сверло-зенкер, сверло-метчик, сверло-развертка со ступенчатой заточкой, используется для разных видов обработки.
3) по количеству ступеней — двух,- трех- и четырехступенчатые зенкеры, развертки и т. д.;
4) по количеству форм обрабатываемых поверхностей — для обработки только цилиндрических поверхностей; цилиндрических и конических; цилиндрических, конических, торцовых и т. д.;
5) по принципу работы — с одновременной и с последовательной работой ступеней. Примером первого типа инструмента являются комбинированные зенкеры для обработки ступенчатых соосных отверстий, а примером последовательной обработки служат сверло-метчик, зенкер-развертка и т. д.;
6) по конструкции — цельные, сборные, с напайными пластинками и т. д.
Комбинированные резцы находят широкое применение для выполнения одной операции за один или несколько проходов.
Комбинированные инструменты для отверстий могут быть одно- и разнотипными. Примером однотипного комбинированного инструмента являются ступенчатое сверло (рис. 3.16, а), ступенчатый затылованный зенкер (рис. 3.16, б), сборная ступенчатая твердосплавная развертка (рис. 3.16, в) и двухступенчатый метчик (рис. 3.16, г). К разнотипным инструментам относятся сверло-зенковка (рис. 3.17, а), сверло-развертка с кольцевой заточкой (рис. 3.17, б), зенкер-развертка (рис. 3.17, б), сверло-метчик (рис. 3.17, г) и сверло-фреза (рис. 3.17, д).

Рис. 3.16. Комбинированные однотипные инструменты
Для обработки на токарных станках отверстий в деталях из стали с повышенными режимами резания могут применяться сборные комбинированные твердосплавные резец-сверло (рис. 3.17, е) и резец-зенкер (рис. 3.17, ж). Они закрепляются в суппорте станка, за счет чего обеспечивается высокая жесткость системы СПИД, к тому же резцом-сверлом и особенно резцом-зенкером можно производить черновую и чистовую обработку. В первом случае обработка осуществляется двумя лезвиями, а при чистовом проходе и снятии фасок в отверстии обработка осуществляется только одной из твердосплавных пластин. Крепление четырехгранных неперетачиваемых пластинок 4, установленных на штифтах 3, производится к державке резца 1 аналогичным способом, как у комбинированного сборного резца. Исключение составляет только четырехгранная пластинка 2 у резца-сверла, которая закрепляется с помощью спецвинта.

Рис. 3.17. Комбинированные разнотипные инструменты
Следует указать, что все приведенные осевые комбинированные инструменты, за исключением сверла-фрезы, работают только с осевой подачей и применяются для получения цилиндрическо-конических и ступенчатых отверстий. Наоборот, сверлом-фрезой, работающей с осевой и перпендикулярной оси подачами, можно сверлить цилиндрические отверстия и расфрезеровывать их до любой формы.
Комбинированные фрезы обычно включают указанные выше методы комбинирования. Хорошим примером наиболее простых комбинированных фрез являются торцовые двухлезвийные и ступенчатые фрезы. У первой фрезы каждый ее зуб работает наружным и внутренним боковыми лезвиями с углом , а наличие участка режущего лезвия с 0 = 0, параллельного обработанной поверхности, позволяет работать этой фрезой с увеличенными в 2 — 5 раз подачами. У второй же ступенчатой фрезы, скомбинированной методом чередования зубьев, зубья смещены как в радиальном, так и осевом направлениях, что позволяет срезать более толстые и узкие стружки, т. е. снимать припуск с увеличенной подачей.
Заслуживает также внимания конструкция комбинированных дисковых ступенчатых (рис. 3.18, а), торцово-цилиндрических (рис. 3.18, б) и торцово-угловых (рис. 3.18, б) фрез, применяемых для одновременной обработки двух и более поверхностей.
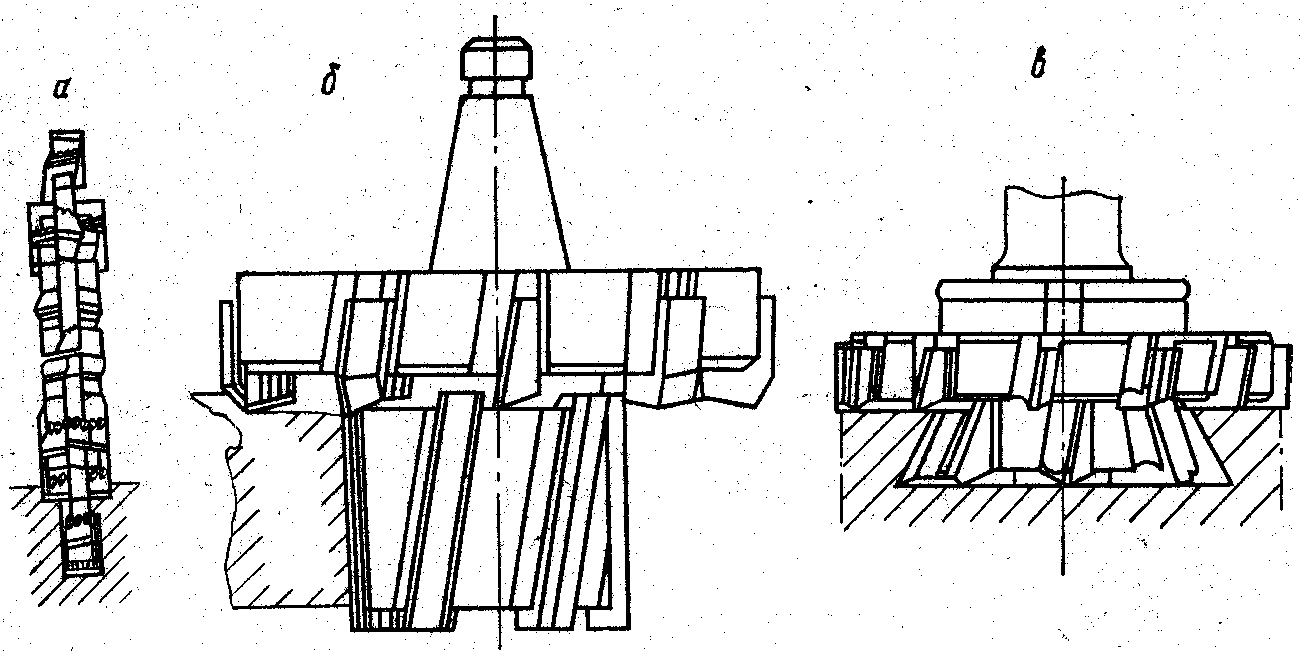
Рис. 3.18. Комбинированные фрезы
Комбинированные протяжки используются для обработки внутренних и наружных поверхностей различного профиля. Они конструируются путем сочетания двух или более элементарных протяжек любым из методов комбинирования. Комбинированные протяжки, как и элементарные, бывают профильной, генераторной и групповой схем резания. Примером комбинированной протяжки является протяжка, применяемая для одновременной обработки цилиндрического отверстия и шпоночного паза (рис. 3.19, а), так же обычная групповая шлицевая протяжка, у которой в зависимости от конструктивного использования могут быть секции для обработки цилиндрического отверстия, фасок шлицев и шлицевых канавок. Сборной наружной комбинированной протяжкой, имеющей секции чередующихся зубьев различной формы (рис. 3.19, б), можно обработать пазы хвостовиков лопаток турбин и других наружных деталей сложного профиля. Однако следует отметить, что указанные наружные сборные протяжки, хотя и являются комбинированными инструментами с последовательным соединением ступеней, однако их можно отнести к режущим инструментам в сборе с вспомогательными.

Рис. 3.19. Комбинированные протяжки
К комбинированным резьбообразующим и зуборезным инструментам можно отнести комбинированные накатные ролики (рис. 3.20, а), комбинированные долбяки (рис. 3.20, б) и червячные фрезы-шеверы (рис. 3.20, в).

Рис. 3.20. Комбинированные резьбообразующие и зуборезные инструменты
Комбинированные ролики со шлифовальным профилем имеют загрузочно-разгрузочную 1, заборную 4, калибрующую 3 и освобождающую 2 части, в связи, с чем их сначала подают на деталь с некоторым усилием до соприкосновения детали с заборной частью роликов. После этого подачу роликов прекращают, и ролики, вращаясь, увлекаются деталью, накатывая на ней резьбу. При этом не требуется подачи подвижной бабки станка и значительно повышается производительность процесса накатывания.
Комбинированные долбяки имеют два вида зубьев, которыми производится черновое и чистовое долбление зубьев за один рабочий цикл. Черновые зубья 2 имеют уменьшенную толщину зубьев, а чистовые 3 нормальную расчетную толщину. Кроме этого, установочный участок долбяка 1 не имеет зубьев. Он допускает снятие и установку заготовки на оправку без отвода шпинделя станка и, следовательно, долбяка, чем сокращает путь, необходимый для врезания долбяка.
Комбинированная тангенциальная червячная фреза-шевер имеет обычные 1 и с поперечными канавками 2 витки, что позволяет производить за один проход черновую и чистовую обработку зубьев червячных колес.
Режущие инструменты могут комбинироваться и со вспомогательными инструментами. Это направление расширяет область применения комбинированных инструментов, так как упрощается конструкция и изготовление инструментов. Их иногда называют инструментальным блоком, резьбонарезной головкой или резьбонарезным патроном. По своему назначению такие инструменты напоминают комбинированные инструменты, так как при обработке ими деталей совмещается несколько переходов или операций. Однако в случае их применения, например набора фрез на оправке, двух резцов в державке, державки с центровкой и резцом, муфторасточного патрона, режущие инструменты непосредственно соединяются не друг с другом, а через державки, оправки, борштаги, патроны и другие вспомогательные инструменты.
Примером таких инструментов могут служить резец 2 и сверло 1 в сборе с оправкой 3 (рис. 3.21, а), которые используются на токарных автоматах для сверления отверстия и наружной проточки выступа; набор одноугловых фрез 1 и 2 на оправке 3 для обработки шлицевых валов (рис. 3.21, б); два торцовых 1 и 3 и цилиндрический 2 зенкеры и оправка 4 в сборе для обработки бобышек коробки с двух сторон и отверстия.

Рис. 3.21. Примеры режущих инструментов в сборе
со вспомогательными
Развитие конструкций комбинированных инструментов и режущих инструментов в сборе со вспомогательными является важнейшим условием дальнейшей механизации и автоматизации обработки.
В настоящее время применение комбинированных инструментов расширяется. Особенно это можно наблюдать в автотракторной, станкостроительной, авиационной и других отраслях промышленности. Наибольшее применение комбинированные инструменты должны найти на автоматических линиях и агрегатных станках.