

Методика определения остаточных напряжений в покрытиях
Ю.А. Цеханов, Е.А. Балаганская
Разработанная методика позволяет определить остаточные напряжения в средних по толщине детонационных покрытиях
Остаточные напряжения 1-го рода в детонационных покрытиях определялись двумя методами: методам Давиденкова и по разработанной методике. Последняя основана на следующих посылках. Остаточные напряжения в покрытии на жестком инструменте равны:
![]() ,
(1)
,
(1)
где
![]() - коэффициент линейного расширения
материала основы;
- коэффициент линейного расширения
материала основы;
![]() -
изменение температуры образца при его
остывании после нанесения покрытия;
-
изменение температуры образца при его
остывании после нанесения покрытия;
![]() -
усадка покрытия в процессе его формирования
и остывания.
-
усадка покрытия в процессе его формирования
и остывания.
Усадка может быть определена из решения задачи о короблении двухслойной шарнироопертой круглой пластины [1]. Изгиб пластины, показанный на рисунке, определяется как:
![]() ,
,
где
![]() - кривизна изогнутой пластины, зависящий
от усадки
;
- кривизна изогнутой пластины, зависящий
от усадки
;
![]() -
приведенный коэффициент Пуансона
двухслойной пластины.
-
приведенный коэффициент Пуансона
двухслойной пластины.
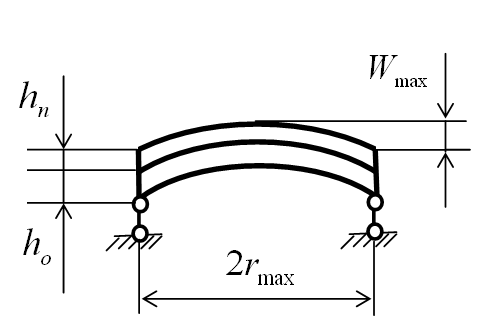
Рис.1. Коробление пластины с покрытием
Из условия постоянства по всему объему покрытия определяется :
![]() ,
,
где
![]() - общая толщина образца;
- общая толщина образца;
![]() -
приведенная жесткость двухслойной
пластины при растяжении;
-
приведенная жесткость двухслойной
пластины при растяжении;
![]() -
приведенная жесткость при изгибе:
-
приведенная жесткость при изгибе:
 ,
,
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Зная
из эксперимента
![]()
![]() ,
можно определить параметр
,
затем усадку
и по (1) -
,
можно определить параметр
,
затем усадку
и по (1) -
![]() на инструменте.
на инструменте.
Если
![]() и
и
![]() ,
расчет упрощается:
,
расчет упрощается:
 .
.
Для определения из стали У8 (58HRCЭ) изготавливали цилиндрические образцы 4010 мм и шлифовали их торцы, на которые наносили детонационное покрытие. Затем на электроискровом станке от образцов со стороны нанесенного слоя отрезали пластины толщиной до 1 мм и индикатором измеряли их коробление , а затем по приведенным выше зависимостям рассчитывали остаточные напряжения.
Описанная
методика позволяет определить средние
по толщине покрытия остаточные напряжения
и построить зависимость
![]() .
На основании этой зависимости в некоторых
случаях можно также определить закон
распределения
.
На основании этой зависимости в некоторых
случаях можно также определить закон
распределения
![]() по толщине покрытия.
по толщине покрытия.
Преимуществом данной методики является ее простота, а также то, что она не требует специального оборудования. Условия нанесения покрытия на массивный образец в максимальной степени соответствует условиям его формирования на деформирующем инструменте.
Литература
1. Королев В.И. Трение и износ. – М.: Машиностроение, - 1968. – 480 с.
Воронежский государственный технический университет
УДК 621.09
Методика испытаний износостойких покрытий на стойкость в условиях циклического нагружения при деформирующем протягивании трубных заготовок
Ю.А. Цеханов, Е.А. Балаганская
Разработана методика моделирования условий работы износостойких деформирующих протяжек, работающих в условиях малоцикловой усталости
Как показывают результаты исследований, первопричиной выхода из строя инструмента с износостойким покрытием при деформирующем протягивании трубных заготовок является разрушение покрытий в условиях малоцикловой усталости на границе контактного участка перед инструментом. Причем, под одним циклом нагружения понимается обработка одного отверстия.
Для моделирования условий работы покрытий предложена следующая оригинальная методика. На наружной поверхности заготовки из обрабатываемого материала нарезалась резьба с трапециидальным профилем. Из материала инструментальной основы изготавливался образец, на рабочие торцевые поверхности которого наносилось исследуемое покрытие (см. рис. 1). Профиль модельного образца выполнялся таким же, как и у реального деформирующего элемента. Этот образец вставлялся в специальное устройство, и с заданной силой прижимался к винтовой поверхности заготовки, пластически деформируя материал трапециидального выступа. Продольная подача образца равнялась шагу резьбы. Такой модельный эксперимент реализует наиболее тяжелые условия работы покрытия, соответствующие обработке заготовок с бесконечной толщиной стенки, когда перед инструментом имеется наплыв материала заготовки, и контактные давления скачком меняются от нуля до максимального возможных.
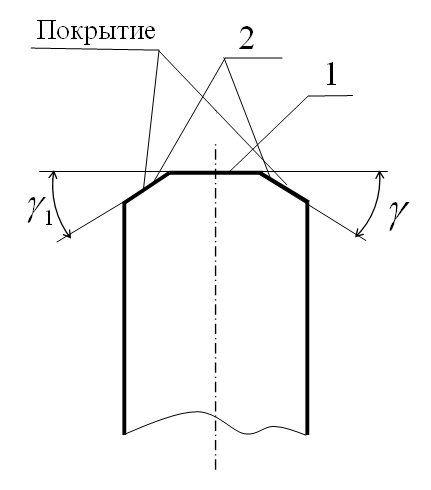
Рис. 1. Моделирование работы покрытий в условиях действия высоких контактных нагрузок: образец с покрытием
Нормальные
контактные напряжения между образцом
и заготовкой зависят от угла профиля
резьбы
![]() [1]:
[1]:
![]() ,
,
где
![]() - предел текучести материала заготовки.
- предел текучести материала заготовки.
Меняя
можно менять
![]() .
Так при
.
Так при
![]()
![]() при
при
![]()
![]() ,
при
,
при
![]()
![]() .
Таким образом, за счет угла
можно менять
почти в три раза. Если последовательно
осуществлять несколько проходов по
одной заготовке, то за счет упрочнения
материала контактные давления могут
возрасти в 2 – 3 раза. Для реализации
циклического характера нагружения
покрытия на наружной поверхности
заготовки нарезались продольные пазы.
Изменяя число пазов, можно варьировать
соотношением между суммарной длиной
пути трения
.
Таким образом, за счет угла
можно менять
почти в три раза. Если последовательно
осуществлять несколько проходов по
одной заготовке, то за счет упрочнения
материала контактные давления могут
возрасти в 2 – 3 раза. Для реализации
циклического характера нагружения
покрытия на наружной поверхности
заготовки нарезались продольные пазы.
Изменяя число пазов, можно варьировать
соотношением между суммарной длиной
пути трения
![]() и числом циклов нагружения N:
и числом циклов нагружения N:
![]() ,
,
которому в реальном процессе деформирующего протягивания соответствует длина обработанного отверстия.
Величина контактного давления рассчитывалась по формуле
![]() ,
,
где
![]() - площадь пятна контакта стержня с
цилиндром,
- площадь пятна контакта стержня с
цилиндром,
![]() -
составляющая радиальной силы.
-
составляющая радиальной силы.
Литература
1. Томленов АД. Теория пластического деформирования металлов. – М.: Металлургия, 1972. – 408 с.
Воронежский государственный технический университет
УДК 621.09